2.15.1.9 Command axes
Command axes are started from synchronized actions in response to an event (command).
They can be positioned, started and stopped fully asynchronous to the part program. An axis
cannot be moved from the part program and from synchronized actions simultaneously.
Command axes are interpolated separately; in other words, each command axis has its own
axis interpolator and its own feedrate.
2.15.1.10 PLC axes
PLC axes are traversed by the PLC via special function blocks in the basic program; their
movements can be asynchronous to all other axes. Traversing movements take place
independently of path and synchronized movements.
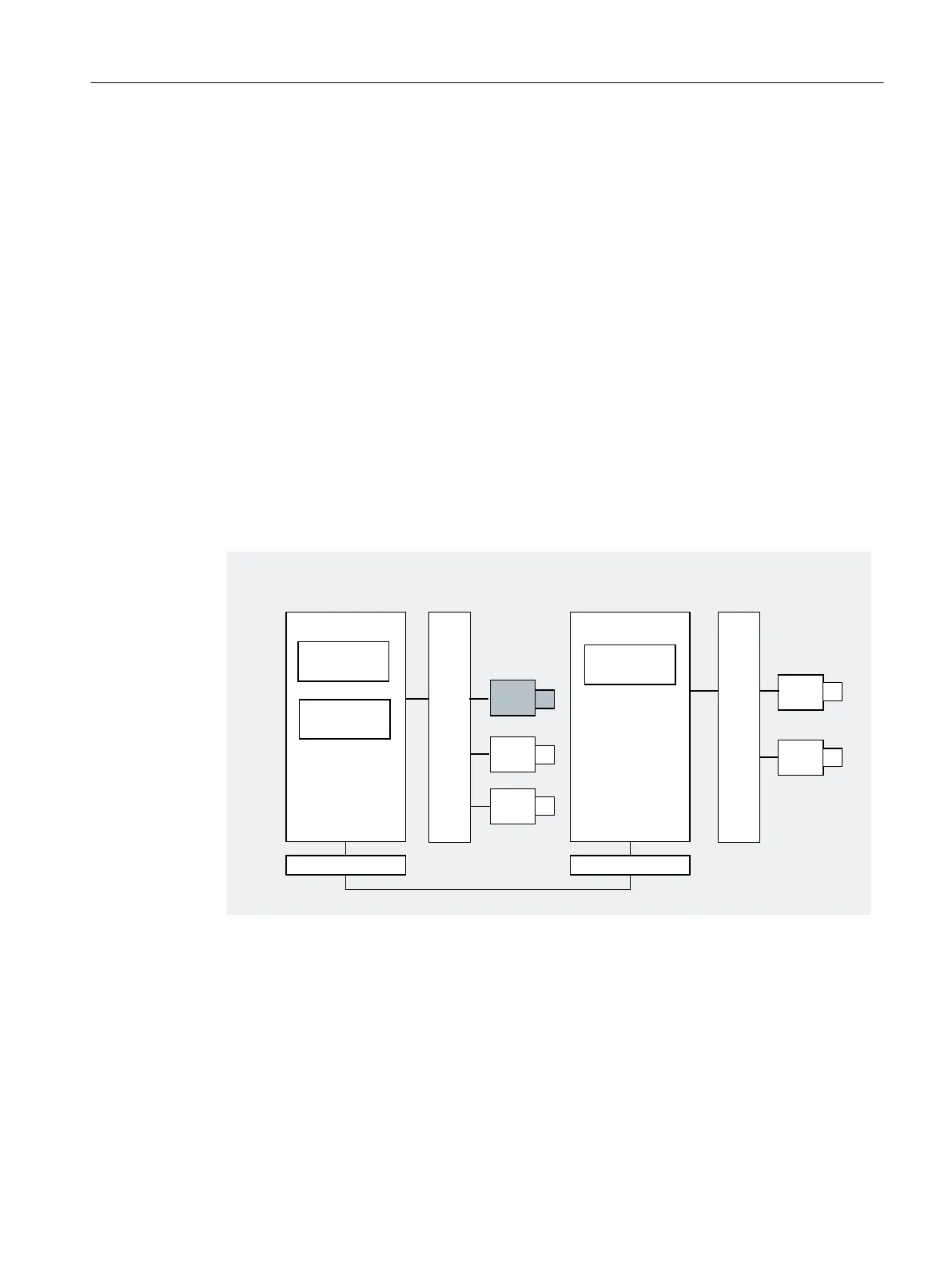
2.15.1.11 Link axes
Link axes are axes which are physically connected to another NCU, and whose position is
controlled from this NCU. Link axes can be assigned dynamically to channels of another NCU.
Link axes are not local axes from the perspective of a particular NCU.
'ULYH
V\VWHP
'ULYH
V\VWHP
&KDQQHO
&KDQQHO
/LQNPRGXOH+:
/LQNPRGXOH+:
&KDQQHO
/LQNFRPPXQLFDWLRQ
1&81&8
$
$
$
%
%
The axis container concept is used for the dynamic modification of the assignment to an NCU.
Axis interchange with GET and RELEASE from the part program is not available for link axes.
Fundamentals
2.15 Other information
NC programming
Programming Manual, 12/2019, 6FC5398-2EP40-0BA0 375
 Loading...
Loading...















