2.12.4 Programmable work offset (G58, G59)
The G58 and G59 functions can be used to substitute translation components of
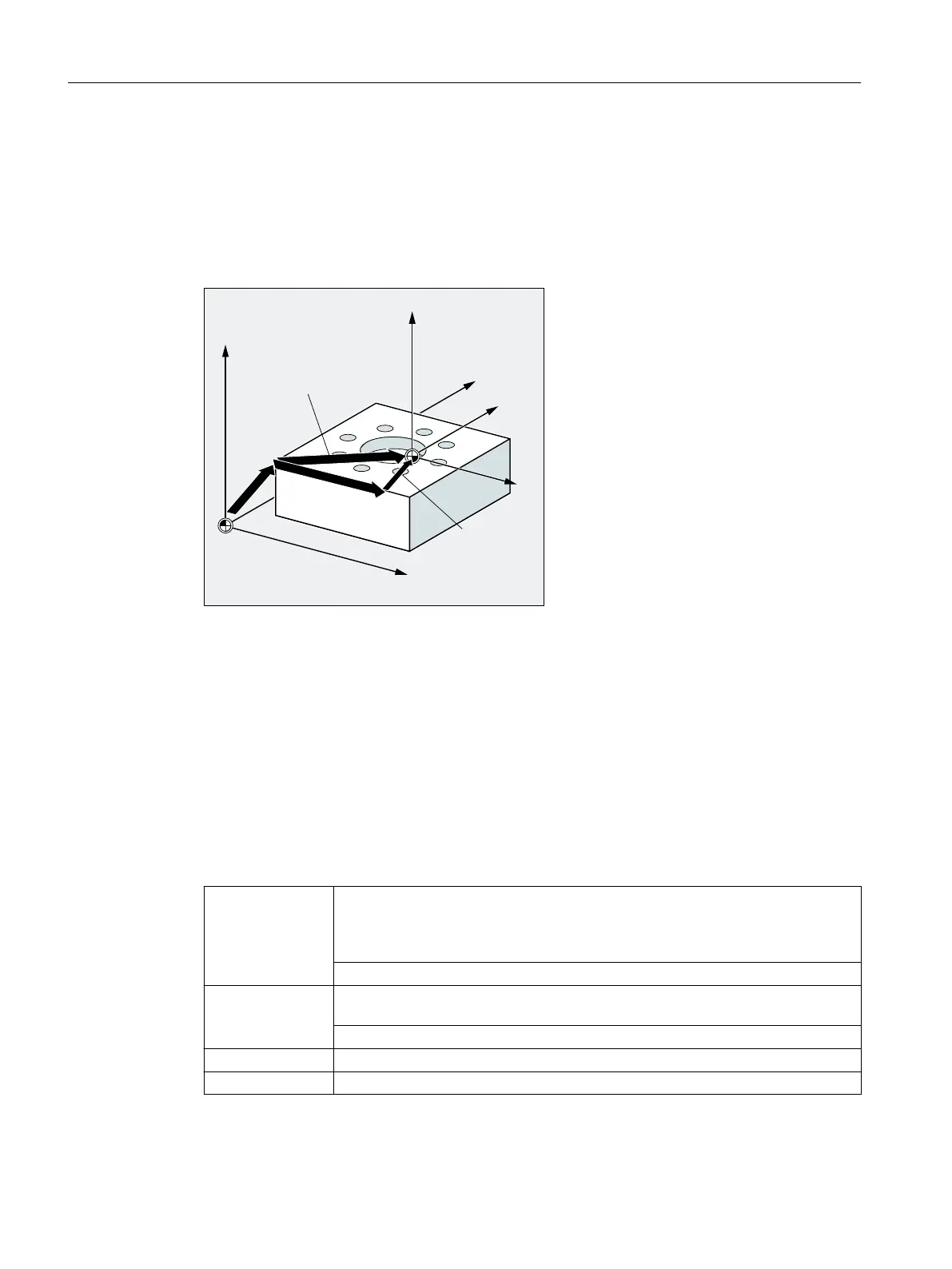
the programmable work offset (TRANS/ATRANS) (Page 310) with specific axes:
● G58: Absolute translation component (coarse offset)
● G59: Additive translation component (fine offset)
7UDQVODWLRQ
DEVROXWHWUDQVODWLRQ
*
75$16
DGGLWLYH7UD
*
$75$16
<
0
;
0
=
0
=
<
;
*
Requirements
The G58 and G59 functions can only be used if fine offset has been configured
(MD24000 $MC_FRAME_ADD_COMPONENTS = 1).
Syntax
G58 <axis_1><value_1> ... <axis_3><value_3>
G59 <axis_1><value_1> ... <axis_3><value_3>
Meaning
G58: G58 replaces the absolute translation component of the programmable work offset
for the specified axis, but the programmed additive offset remains valid. The ref‐
erence is provided by the last settable work offset called (G54 ... G57, G505 ...
G599).
Alone in the block: yes
G59: G59 replaces the additive translation component of the programmable work offset
for the specified axis, but the programmed absolute offset remains valid.
Alone in the block: yes
<axis_n>: Geometry axis in channel
<value_n>: Offset values in the direction of the specified geometry axis
Fundamentals
2.12 Coordinate transformations (frames)
NC programming
314 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...















