63
Елементи на уреда
Преглед (фиг. I)
1 Резбови дорник
2 Скала
3 Двупозиционен прекъсвач
4 Заден лост
5 Преден лост
6 Резбова втулка
7 Контрагайка
8 Накрайник
Технически данни
Арт. 5964 094 803
Ход 0 - 8 mm
Тегло 1,1 kg
Дължина / Широчина 200 mm / 155 mm
Нитовъчни гайки M4 - M12
Нит болтове M5 - M8
Тегло на сортимента 3,5 kg
Обслужване
Внимание !
При избора на нит гайка/болт внимавайте да
бъде спазен необходимият обхват на затягане в
зависимост от заготовката.
Â В противен случай не се гарантира правил-
ното фиксиране.
Поставяне на резбовия дорник [фиг. І]
▸ Завийте прилежащият накрайник [8] с
контрагайка [7] в предната резбова втулка и
вкарайте резбовия дорник от задната страна
на клещите.
Изходно положение на уреда [фиг. ІІ]
▸ Натиснете двупозиционния прекъсвач [3] в
изходна позиция нагоре.
▸ В случай, че скалата [2] не се намира в
нулева позиция, завъртете задния лост [4] по
посока на часовниковата стрелка, докато
скалата [2] се занули.
Внимавайте двата лоста да бъдат успоредни
един на друг.
Монтаж на нит гайка/болт [фиг. І/ІІ]
▸ Завъртете изцяло нит гайката/болта върху
резбовия дорник [1].
Последната навивка от резбата
[X] на изтеглящия дорник
трябва да се вижда на предния
ръб на нит гайката.
▸ Фиксирайте накрайника [8] с контрагайката [7].
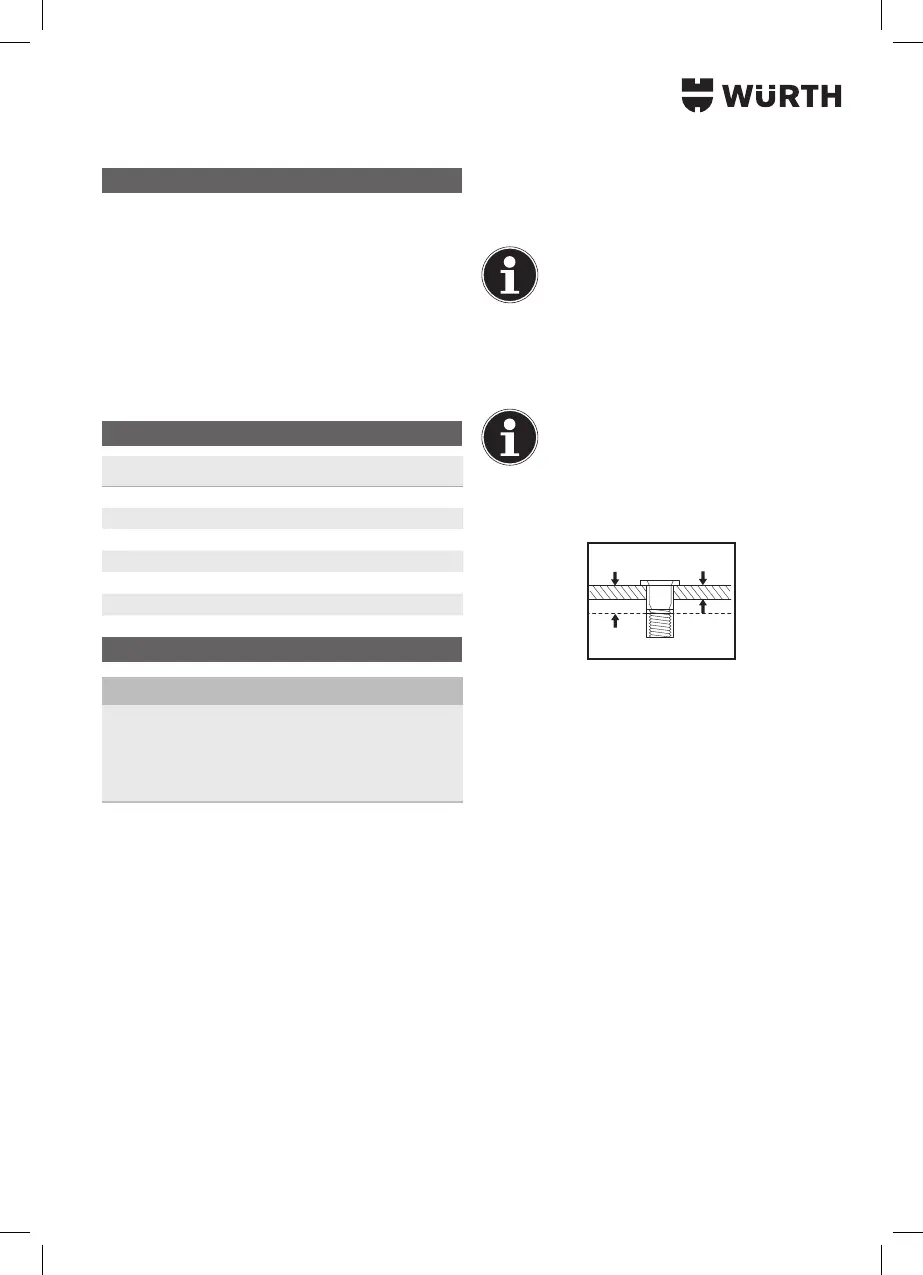
Определяне на хода
Правилният ход се определя
най-добре в практически опит върху
тестова заготовка и се отчита на
скалата.
След всяка работна операция ходът трябва
отново да се занули, като за работен ход се
използва определеният в практическия опит ход.
Ходът се получава от максималния обхват на
затягане [Y] на нит гайката/болта минус дебели-
ната на материала[Z] на заготовката.
Максималният обхват на затягане на нит гай-
ката/болта може да се вземе от продуктовата
информация на поставената нит гайка/болт.
Изтегляне [фиг. III]
▸ Внимавайте двупозиционният прекъсвач [3]
да се намира в изходна позиция
.
▸ Поставете нит гайката/болта в подготвената
заготовка
.
▸ С две ръце разтворете лостовете [4]/[5] и
наблюдавайте скалата.
▸ Притискайте нит гайката/болта докато се дос-
тигне предварително определеният работен
ход.