46
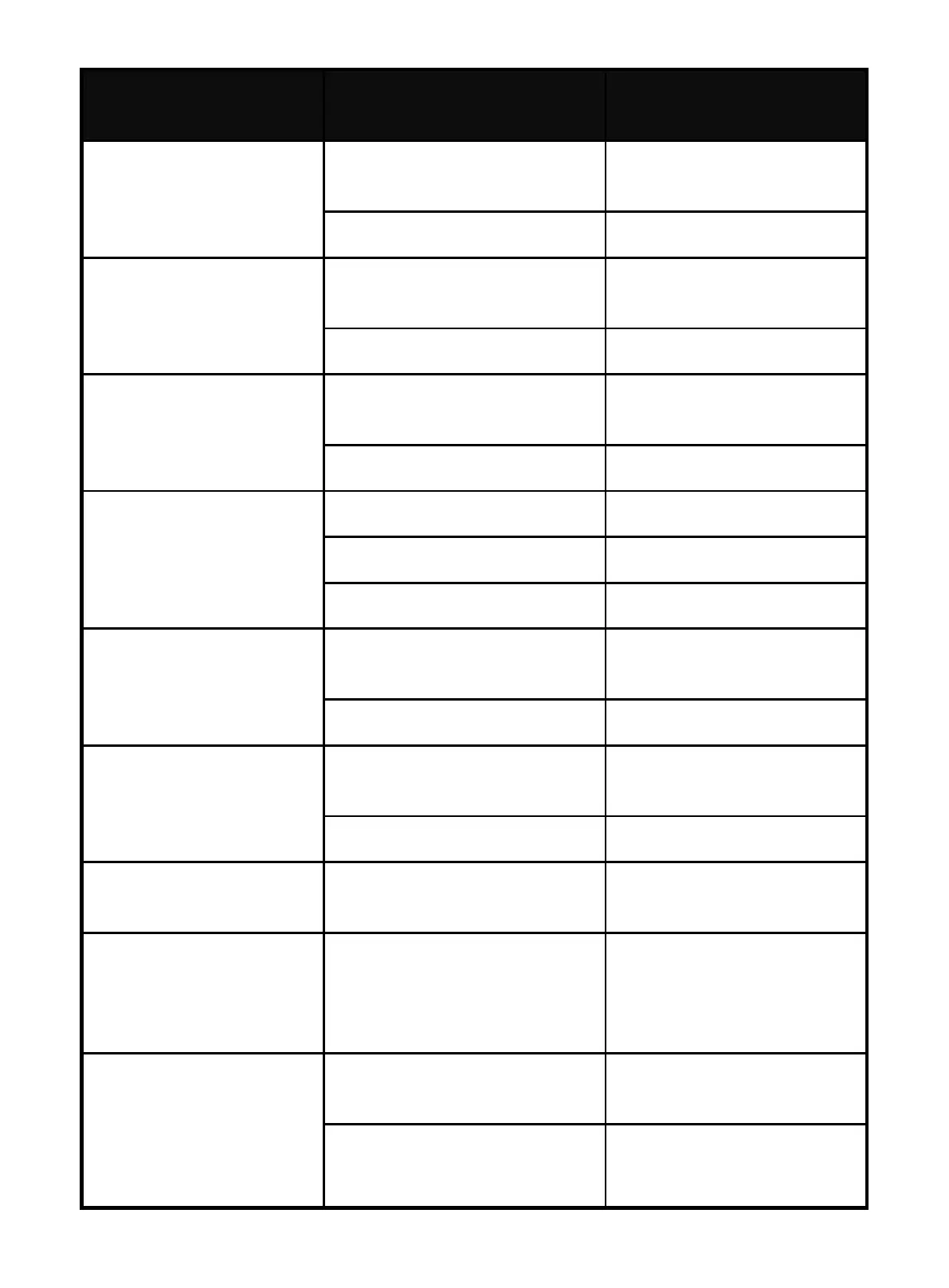
Problem (symptoms)
Possible areas of
mis-adjustment
Recommended course of
action
Bead is too
thick(intermittently)
Feeding speed is slow and/or
inconsistent
Increase and maintain a
constant feeding speed.
Output heat range is too high. Set the knob to low
Bead does not penetrate
base metal.
Feeding speed is inconsistent. Decrease and maintain a
constant feeding speed.
Output heat range is too low. Set the knob to high
Wire sputters and sticks to
workpiece
The wire is damp. Change to dry wire. Be sure wire
is stored in a dry location
Wire feed speed is too fast. Reduce wire feed speed.
Edge of weld has ragged
depressions
Feeding speed is too fast. Reduce feeding speed.
Wire feed speed is too fast. Reduce wire feed speed.
Output heat range is too high Set the knob to low
There is no current after
turning on the machine.
The power cord is not well
connected.
Reconnect the power cord.
The welding machine fails. Ask professionals to check.
The fan does not work
during welding.
The power cord for the fan is not
well connected.
Reconnect the power cord for
the fan.
Auxiliary power fails. Ask professionals to check.
The overheating indicator is
on.
The overheating protection circuit
works.
It can be recovered after the
machine cools down.
There is no response when
pushing the torch trigger
and the alarm indicator
does not illuminate.
The torch trigger fails. Repair or replace the welding
torch.
When the torch trigger is
pushed, there is gas output,
but there is no output
current, and the alarm
indicator does not
The earth cable is not well
connected with the workpiece.
Reconnect it.
The torch trigger fails. Repair or replace the welding
https://www.arccaptain.com/