11.2 Verification of axes scaling and motion directions
First control of the motion should be made at low speed. After pressing Tab key on
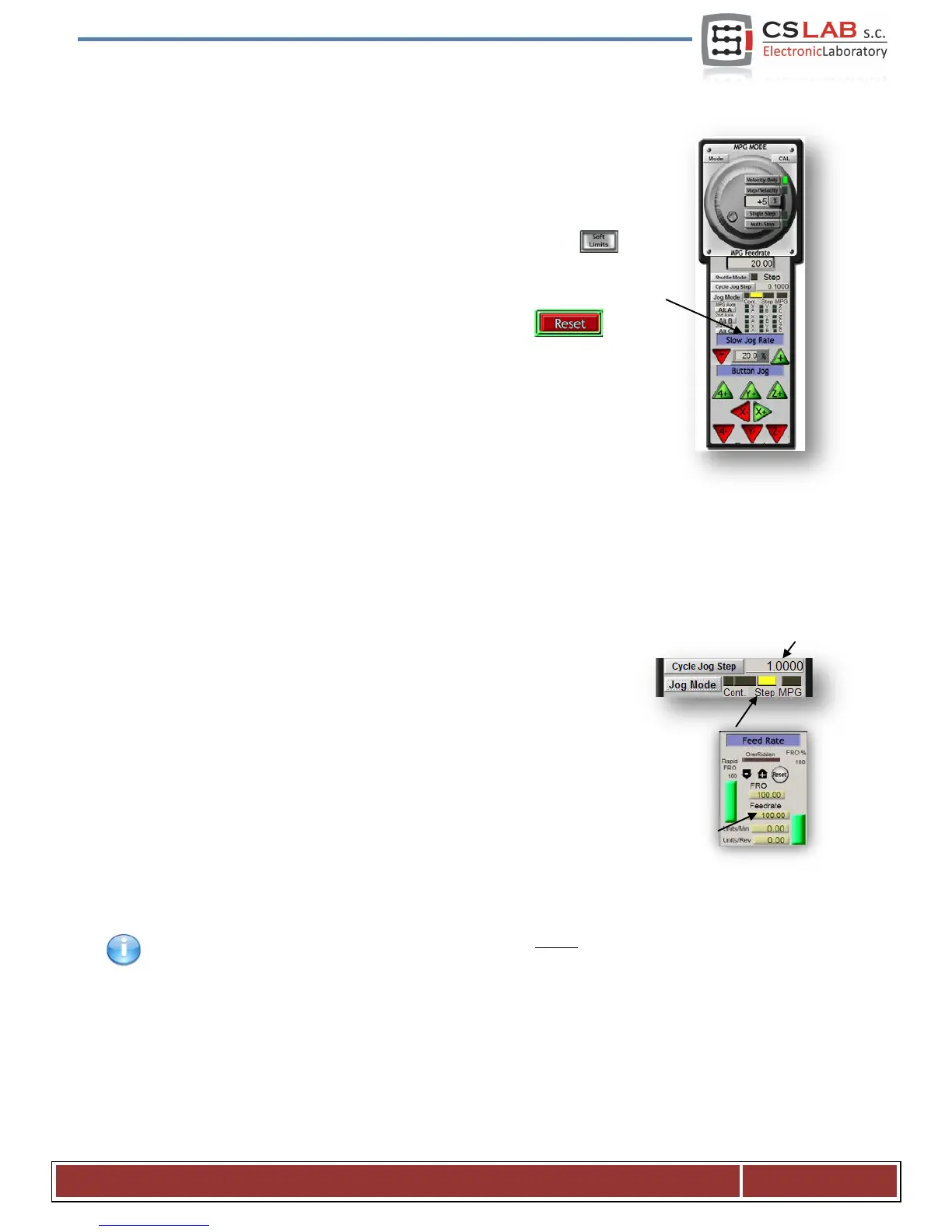
the keyboard – the manual feed rate panel should open. In the „Slow Jog Rate”
enter e.g. 10%. It means that the motion will have 10% of the maximum speed,
defined in the Motor Tuning.
For these test the SoftLimit should be switched off. Find the button on the
Mach3 main screen – if there is a green light around it then click this button to
switch it off. If necessary press RESET on the main screen, the Mach3 program will
be in standby mode. A green light should be around the button .
You can control the XY-axes by arrow keys on the keyboard, Z-axis by „Page Down”
and „Page Up”. You can also use the buttons from the manual feed rate window.
You should check each axis if:
• Motion direction is changing. If not, it may mean that connection of
DIR Signal to the driver – is wrong.
• Directions are not reversed. If so, you should change the axis
direction in the „Config/Homing/Limits” menu.
When all axes have correctly configured directions – you can specify homing directions. For 3-axis
machine XYZ - most common configuration is homing of the XY-axes in the negative direction and Z- axis
in the positive direction. In the „Config/Home/Limits” for Z axis there should be selected the „Home Neg”.
Before further tests, you should check scaling of the axes. Best is to use dial gauge or other precise
measurement tool.
In the manual feed rate panel set the Jog Mode and step size - 1mm. „Slow
Jog Rate” does not apply to motion in the positional mode (step motion) so
the speed is set on the main screen in the „Feedrate” area. For this test, you
should enter low value e.g. 100mm/min. Now, after pressing e.g. right arrow on the
keyboard the X-axis goes 1mm right. You should go this way at least 10mm (each
axis), verifying with dial gauge the distance actually made by axis. The dial gauge
should be reset after 1mm. If you see clear difference between the positions
(requested and actual), it means that that the parameter „Steps Per” in the Motor
Tuning window is incorrectly set. You should go back to the sections about
configuration and verify your settings.
Always approve your settings on the Mach screen by pressing
ENTER. Otherwise, your changes will not be
saved.
CS- Lab s.c. – CNC CSMIO/IP- M controller
Page 52