At this point, we can set the material base in the X-axis by clicking „Zero X”
button on the Mach screen. Coordinate X on the screen will be reset.
Switch the feed rate mode on continuous one, „Slow Jog Rate” speed – e.g. 2%
because we are very close to the material and the same way we set the Y base
on the lower edge of the cube. This way of homing seems to be a little
troublesome but with a little practice this can be done very quickly, besides it is quite precise.
When the position is set on the lower edge of the material then click
„Zero Y”, to reset the Y coordinate at this point.
If we do not use the automatic tool length measurement, setting the
base at this point makes no sense. You should set it if we place the
right tool. However, we assume
that such a sensor is installed
in the machine.
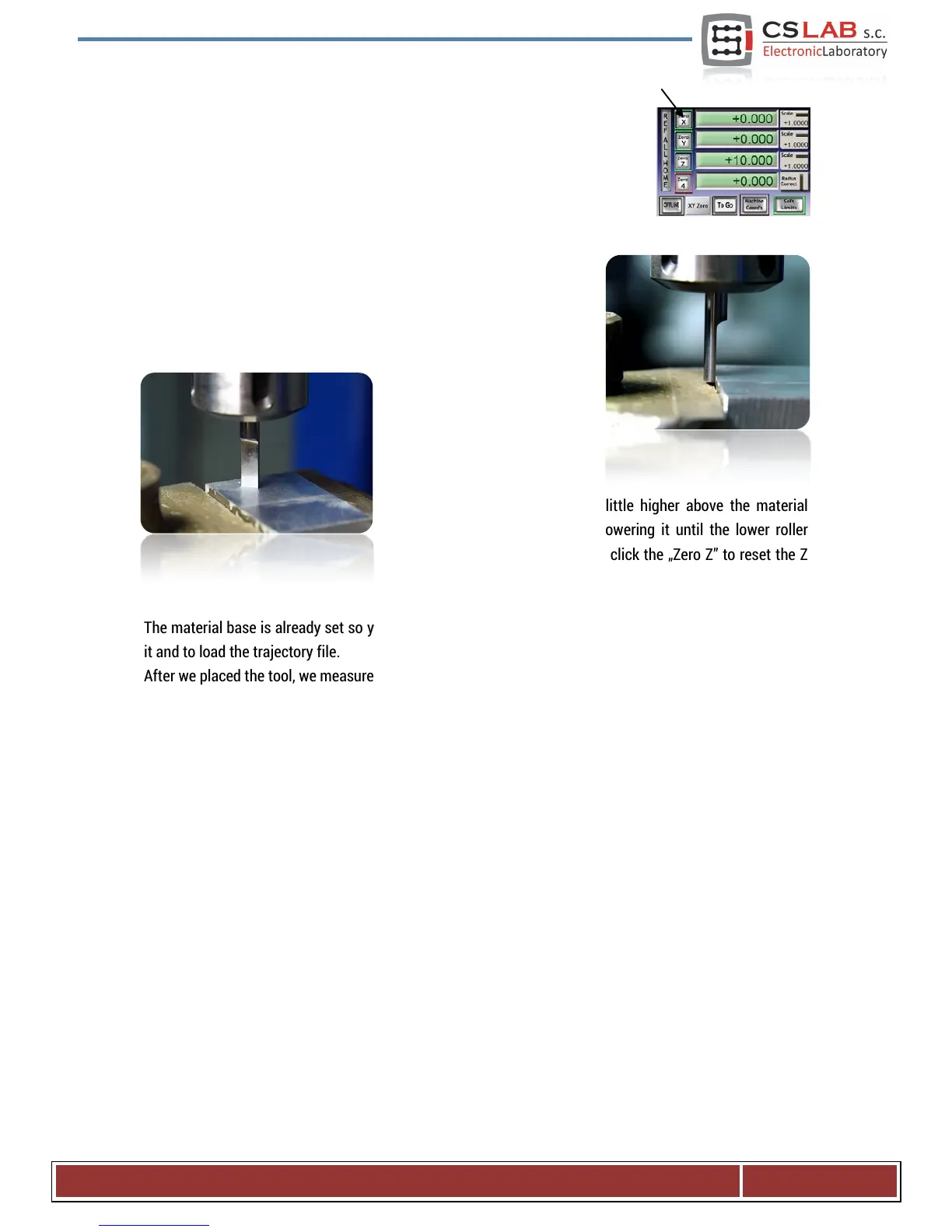
In the Z-axis, we set the base
much like XY, raising the axis a little higher above the material
level, next on the stepper mode lowering it until the lower roller
surface touches the material. Now click the „Zero Z” to reset the Z
coordinate at this point.
The material base is already set so you can place the correct milling cutter – to plan the surface measure
it and to load the trajectory file.
After we placed the tool, we measure it clicking the „Auto Tool Zero” button.
CS- Lab s.c. – CNC CSMIO/IP- M controller
Page 60

 Loading...
Loading...