G643 (E) Service Manual Chapter 3. Engine Mechanical System 74
1. Refer to “Specifications” for tolerances.
2. Set the gage so the thrust pin must be forced in
about 7 mm (0.250 in.) to enter the gage in the
cylinder bore.
3. Center the gage in the cylinder and turn the dial
to “0”.
4. Carefully work the gage up and down to
determine taper and turn it to different points
around the cylinder wall to determine the out-of-
round condition. Measure the bore both parallel
to and at right angles to the engine centerline.
Measure at the top, middle, and bottom of the
bore and note the readings.
5. Recondition the cylinder bore as necessary, as
outlined later.
Figure 12-26 Checking the Cylinder Bore
Cylinder Bore Reconditioning
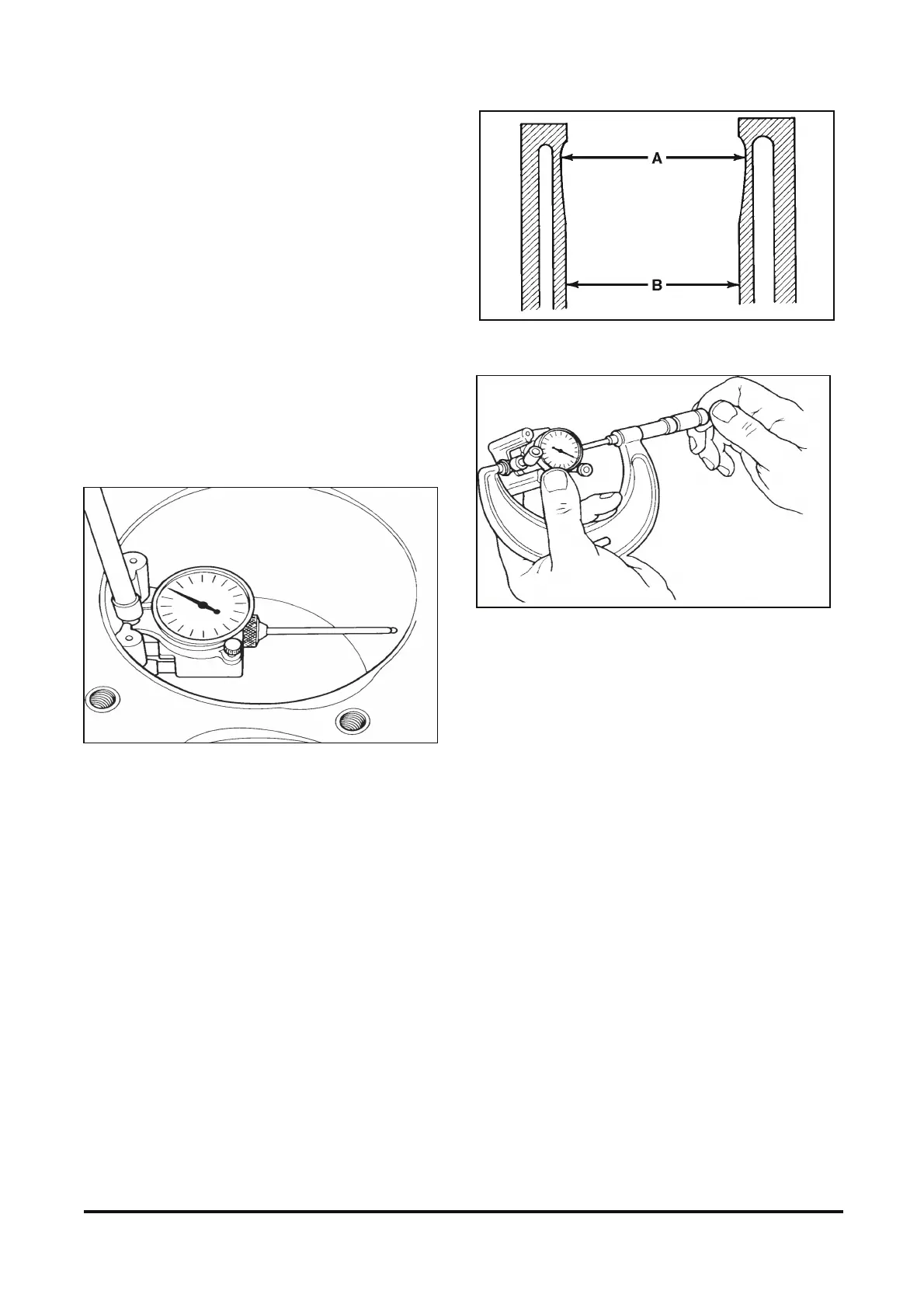
Figures 12-27 and 12-28
1. Measure the cylinder bore for out of round and
taper as outlined previously.
2. Measure for wear at the top of the bore (point
“A”) and at the bottom (point “B”).
• Cylinder bores can be measured by setting the
cylinder gage dial at zero in the cylinder at the
point of desired measurement. Lock the dial
indicator at zero before removing from the
cylinder, and measure across the gage contact
points with an outside micrometer, with the
gage at the same zero setting when removed
from the cylinder (figure 12- 28).
Figure 12-27 Typical Cylinder Wear Pattern
Figure 12-28 Measuring Cylinder Bore Gage
3. If the cylinders are found to exceed the specified
out-of-round or taper, honing or boring will be
necessary. Any cylinders that were found to have
less than 0.13 mm (0.005 in.) wear or taper may
not entirely clean up when fitted to a high limit
piston. If it is desired to entirely clean up the bore
in these cases, it will be necessary to rebore for
an oversize piston. If more than 0.13 mm (0.005
in.) taper or wear, they should be bored and
honed to the smallest oversize that will permit
complete resurfacing of all cylinders.
4. Fine vertical scratches made by ring ends will
not, by themselves, cause excessive oil
consumption; therefore, honing to remove them
is unnecessary.
5. Make sure the honing stones are clean, sharp,
and straight. Move the hone up and down to
produce a 45° to 65° cross-hatch pattern. Clean
the bore thoroughly with soap and water. Dry
and rub in clean engine oil, then remeasure.
6. If honing is not required, the cylinder bores
should be cleaned with a hot water and
detergent wash. Apply clean engine oil to the
bore after cleaning.