5 OPERATION
0463 479 001
- 22 -
© ESAB AB 2017
NOTE!
Make sure the correct feed/pressure rollers are used. For more information see
appendix WEAR PARTS.
NOTE!
Remember to use the correct contact tip in the welding torch for the wire diameter
used. The torch is fitted with a contact tip for 0.030in. (0.8 mm) wire. If you use
another diameter you must change the contact tip and drive roll. The wire liner
fitted in the torch is recommended for welding with Fe and SS wires.
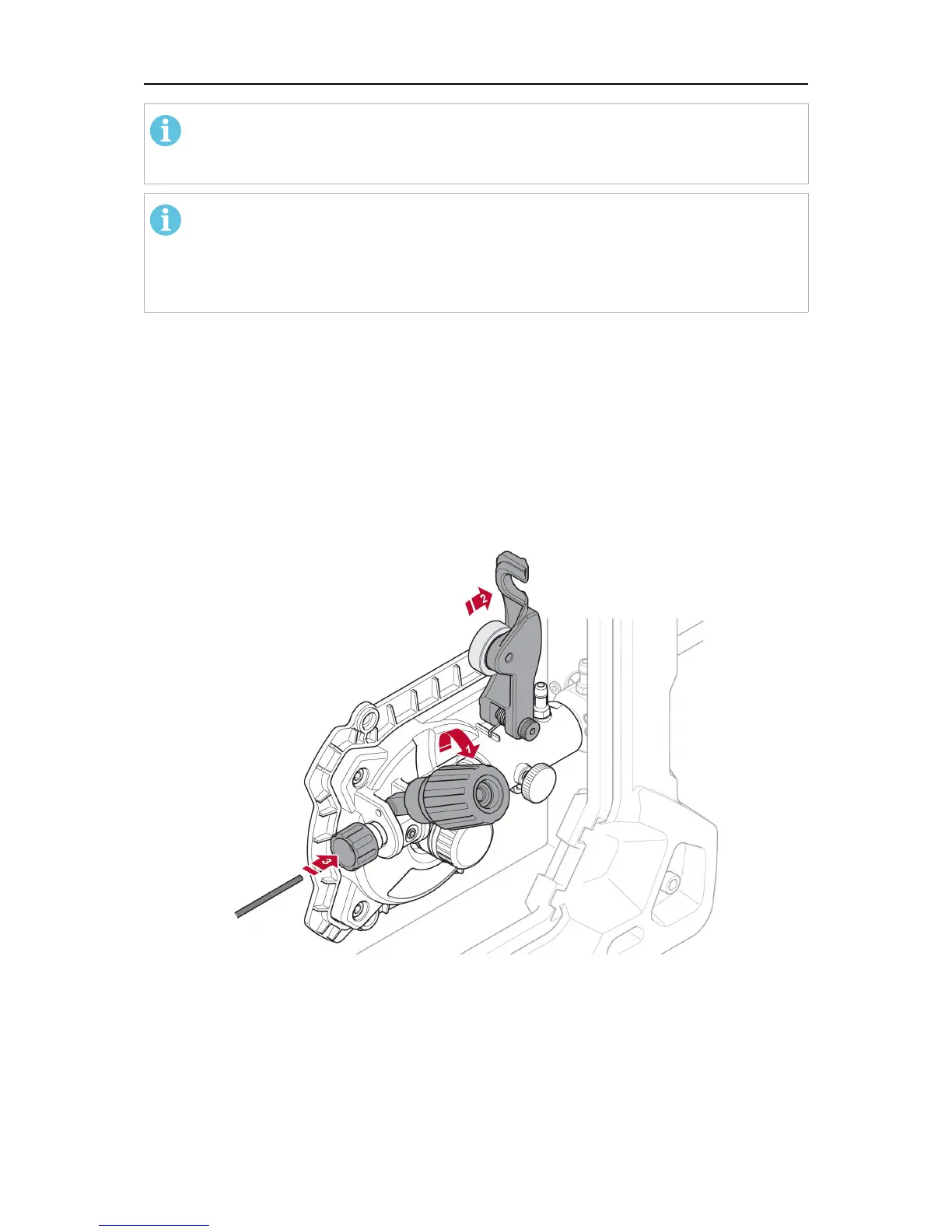
1. Open the side cover.
2. Release the pressure roller arm by pushing the tension screw toward you (1).
3. Lift the pressure roller arm up (2).
4. With the MIG welding wire feeding from the bottom of the spool pass the electrode
wire through the inlet guide (3), between the rollers, through the outlet guide and into
the MIG torch.
5. Re-secure the pressure roller arm and wire drive tension screw and adjust the
pressure if necessary. Remove the velocity nozzle and contact tip from the MIG torch.
6. With the MIG torch lead reasonably straight, feed the wire through the MIG torch by
depressing the trigger switch. Fit the appropriate velocity nozzle and contact tip.
7. Close the side cover.
Welding with aluminium wire
In order to weld with aluminium wire use optional Spool gun. Refer to Instruction manual for
Spool gun for set up.