6 CONTROL PANEL
0463 930 001
- 23 -
© ESAB AB 2023
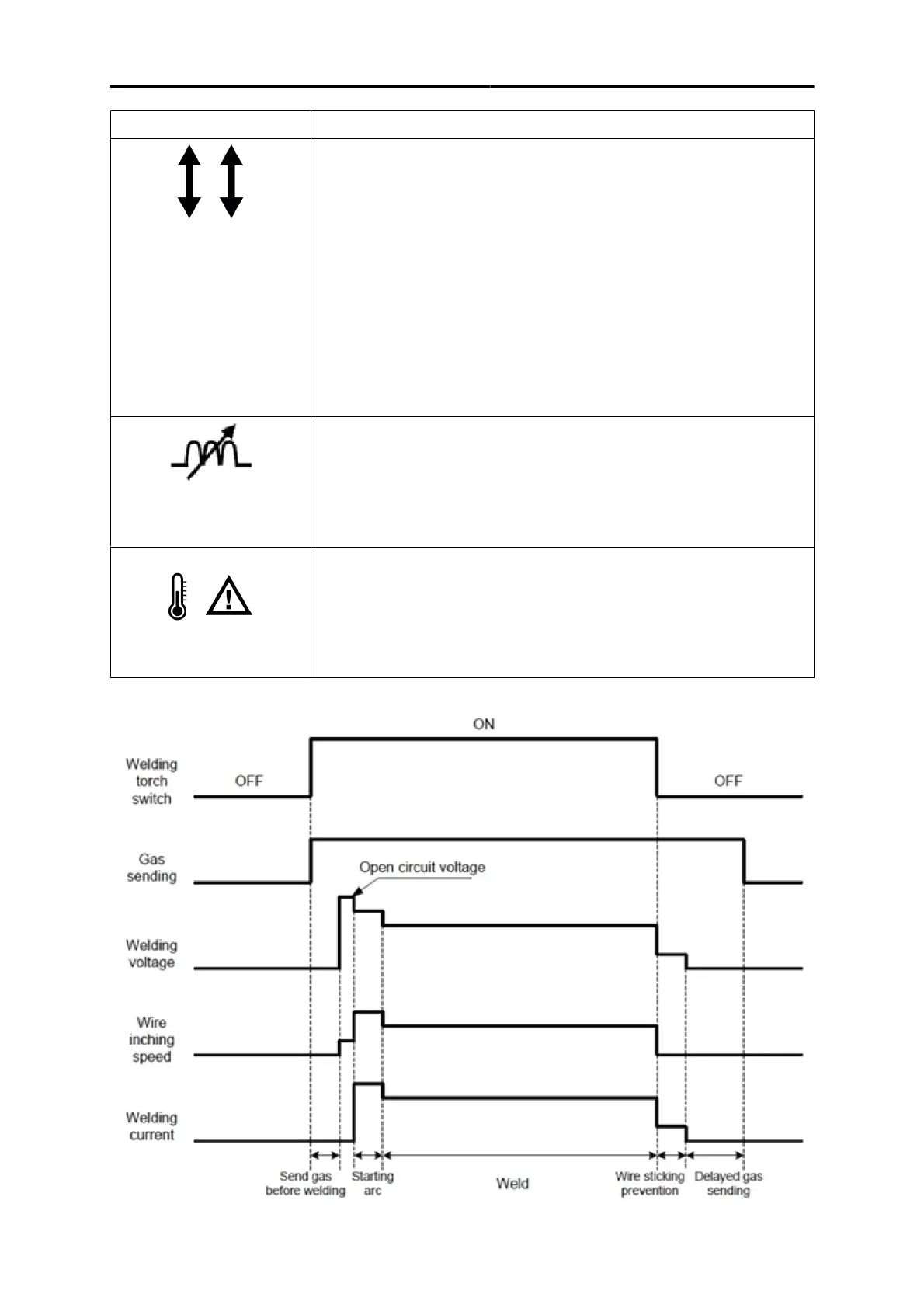
Indicator Description
2-stroke
This indicator blinks in green and displays 2T.
With 2-stroke, gas pre-flow starts when the welding torch trigger switch
is pressed. The welding process then starts. Releasing the trigger
switch stops welding entirely and starts gas post-flow.
4-stroke
This indicator lit in static green and displays 4T.
With 4 stroke, the gas pre-flow starts when the welding torch trigger
switch is pressed in and the wire feed starts when it is released. The
welding process continues until the switch is pressed in again, the wire
feed then stops and when the switch is released the gas post-flow
starts.
Inductance
The arc control is used to adjust the intensity of the welding arc. Lower
arc control settings make the arc softer with less weld spatter. Higher
arc control settings give a stronger driving arc which can increase weld
penetration. Soft means maximum inductance while Hard means
minimum inductance.
Thermal protection
The welding power source has overheating protection that operates if
the temperature becomes too high. When this occurs, the welding
current is interrupted, and an overheating indication lamp is lit. The
overheating protection resets automatically when the temperature has
fallen with in its normal working temperature.
2-stroke mode (welding without ending arc)