53
Component Identification and Explanation
Explanation of TIG Parameters, Functions and Welding Terms
AC Frequency. AC frequency is the number of times per second that the
AC completely cycles between positive and negative polarity. Frequency is
measured in Hertz (Hz). One full AC cycle equals 1 Hertz. Standard trans-
former welders typically have a xed frequency of 60 Hz (North American
market, other regions can be 50 Hz). This is because 60Hz is the standard
input frequency from the power company. Transformer welders can only
transform voltage and not the frequency of the voltage. The frequency that
is input into the transformer will be the frequency that is output at the
torch, even though voltage is transformed. In contrast, Inverter welders
have the ability to change AC output frequency, despite the input frequen-
cy of the voltage. This unit has the ability to control AC frequency from 20
to 400Hz. When operating at lower AC output frequency, the arc is wide
and lazy, but puts more heat into the weld. Operating at higher frequency
focuses the arc, and pinpoints the heat into a narrower area. Higher fre-
quencies allow better arc focus, but it may slow forward travel speed and
may increase the Amperage requirement to weld the same part.
AC Independent Amplitude. The AC Independent Amplitude technology of
the Typhoon adds another dimension of control by allowing Electrode
Negative (EN-) Amperage and Electrode Positive (EP+) Amperage to be
controlled independently. It has been discovered that suitable cleaning
action can still be maintained with proportionally lower EP+ Amperage.
This allows the user to deliver more heat to the weld while reducing the
heat stress on the Tungsten. Reducing heat on the Tungsten extends the
resharpen times while delivering more heat to the weld improves travel
efciency. It also helps by focusing the arc cone further AC Frequency can
do by itself. With proportionally more ravel speeds can be increased over
50% while causing less wear on the Tungsten. The AC independent Am-
plitude allows the user to assign separate EN- and EP+ Amperage values.
When combined with ideal AC Balance Control settings, the synergistic
effect of both working together can greatly extend the capability of this
welder well beyond the range of traditionally congured TIG welders with
basic Amperage control. This unit uses EN- as the anchor point for ad-
justing EP+. EP+ Amperage is adjusted as a percent of EN- current. The
EP+ current can be adjusted anywhere from 10 to 125% of EN- Amperage.
The reason the maximum Electrode Positive range is limited to 125% is
that settings greater than 125% it will compromise arc focus, stability and
travel speed. It will also increase the heat of the Tungsten, causing the
consumption rate of the Tungsten to increase signicantly.
Amps. Shortened from “Amperes.” Amps is a measurable value of Current.
Amperage is used to refer to the magnitude of Current.
Direct Current (DC). Used to describe one way flow of electrons. Used in
TIG to weld Steel, Stainless Steel (Inox), Chrome Moly, Titanium, and
more. Not used with Aluminum and Magnesium.
Down Slope. Downslope is the duration of time that it takes for the pro-
gramming to transition the Amperage from the Welding Amp (or Electrode
Negative Amps if Independent Amplitude is selected) to the End Amp set-
ting. Adjustment in Pedal mode will be blocked. This timer controls the
What Does AC Frequency Control Do?
By increasing or decreasing frequency, the AC Frequency controls arc
cone width, overall heat input, travel speed, and directability of the arc
while welding in AC mode. See the illustration below for how AC fre-
quency affects the weld.
60 Hz
200 Hz
400 Hz
What AC Frequency is Best?
There is no one perfect frequency to use in all circumstances. However,
most people agree that frequencies between 90 and 120Hz tend to be a
go-to frequency range for most general purpose welding. Of course,
higher frequencies may be used in areas where extreme control and
pinpoint accuracy is needed. Lower frequencies will vibrate the puddle
though, and give great cleaning action, although below 50Hz the arc
may feel rough and ragged.
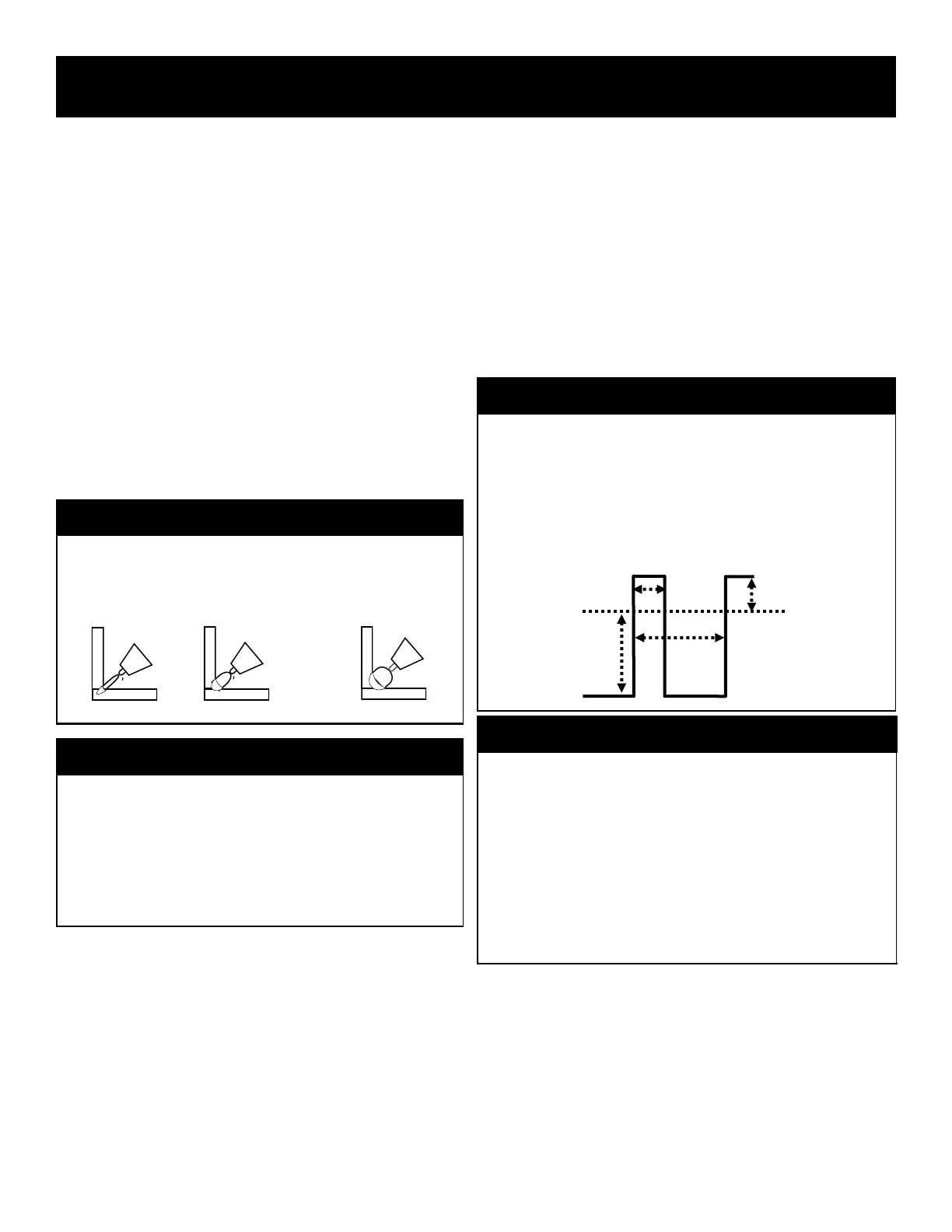
What is Independent Amplitude?
The Independent Amplitude Control of this unit assigns an independent
Amperage for both EN– and EP+ portion of the AC Wave shape. Below is
a graphical example of what happens when AC Balance is combined with
Independent Amplitude. Notice the graph scale is heavily weighted to the
Electrode Negative as percent of time and Amperage in one AC Cycle.
This example is designed to provide cleaning, but greatly improves pene-
tration while reducing heat on the Tungsten. Not to scale, exaggerated to
show differences.
What Amplitude Setting is Best?
Keep in mind that most welders do not offer this setting which would put
the Electrode Positive (EP+) Amplitude at 100% of Electrode Negative (EN
-). This is a perfectly workable setting and the machine can be used this
way in simplied form with the Amplitude turned “Off” or with EP+ set to
100% (which is the equivalent of turning Amplitude off, while still having
access to the Amplitude function). But if it is used, consider moderate
ranges of EP+ Amperage in the range of 25 to 75% to give good control
and effect over the weld puddle and Tungsten. Settings over 100% EP+
are possible to offer greater cleaning effect but the arc cone will spread,
travel speed will slow and the Tungsten may erode more quickly.
25% EP+ Amps
0 A
100 EN- Amps
1 Hz (AC)
30% of EP+ Time
 Loading...
Loading...











