51
EN-US
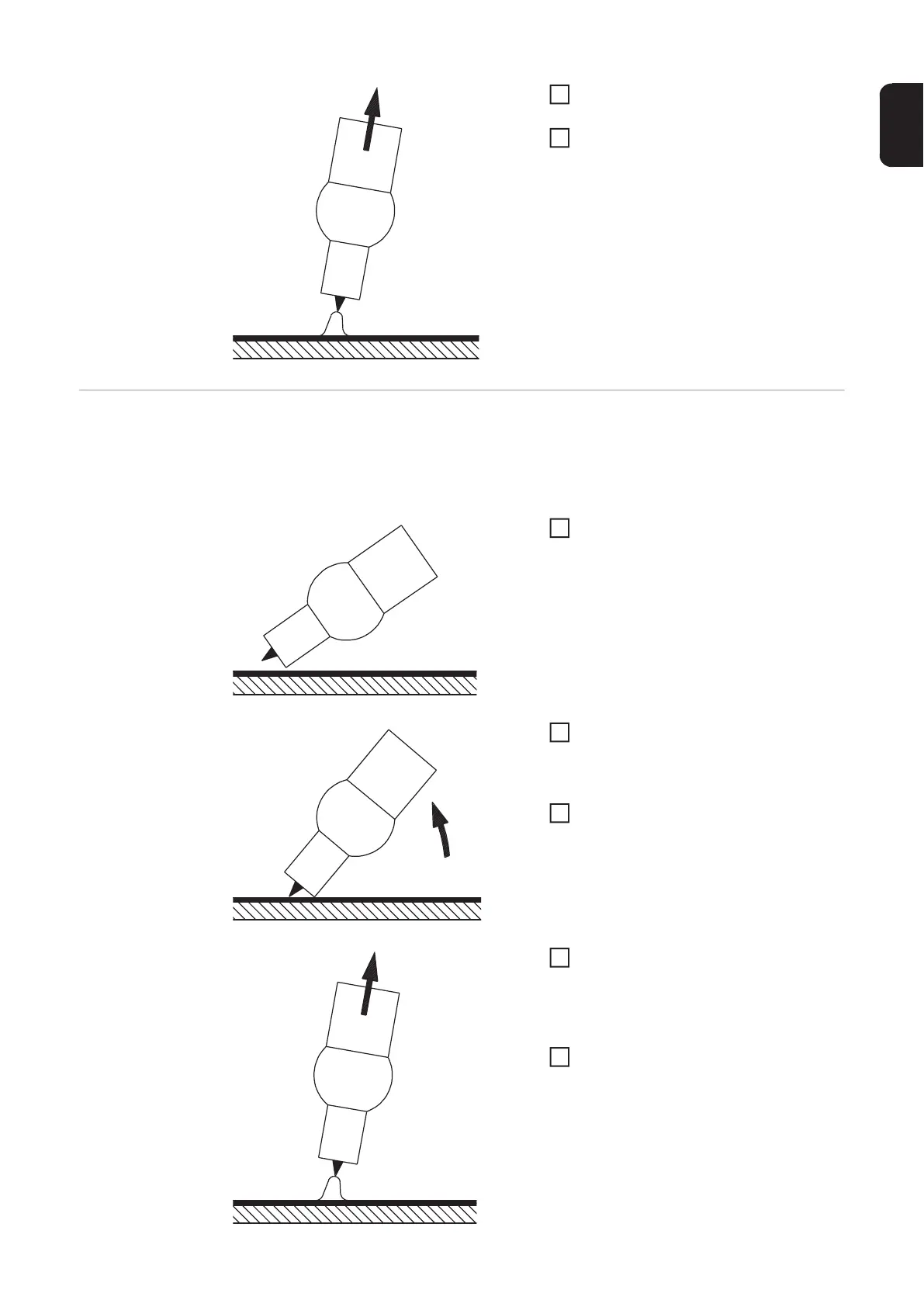
Tilt the welding torch to the normal po-
sition
Carry out welding
Contact Ignition
for Welding Torch
with Torch Trig-
ger
When the setup parameter IGn is set to OFF, the HF ignition is deactivated. The arc ignites
when the workpiece makes contact with the tungsten electrode.
Procedure for igniting the arc using contact ignition for welding torches with torch trigger:
Position the gas nozzle at the ignition
point so that there is a distance of ap-
proximately 2 to 3 mm (5/64 to 1/8 in.)
between the tungsten electrode and
the workpiece
Press the torch trigger
Shielding gas flows
Slowly straighten the welding torch un-
til the tungsten electrode touches the
workpiece
Lift the welding torch and swivel into
normal position
The arc ignites.
Carry out welding