60
Starting current
> 100% (HotStart)
Advantages
- Improved ignition properties, even when using electrodes with poor ignition properties
- Better fusion of parent material in the start phase, therefore less neutralization
- Slag inclusions largely avoided
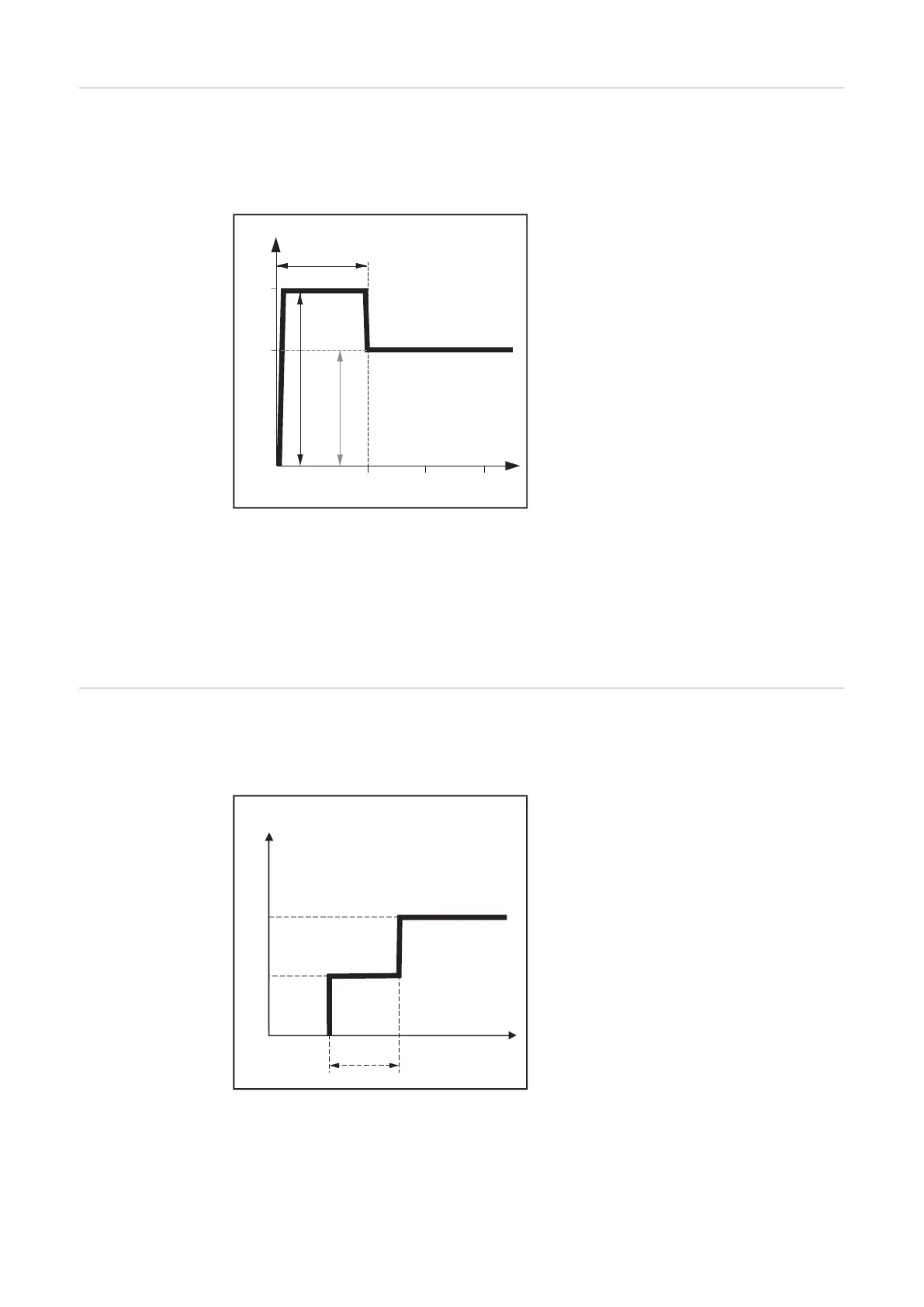
Example of a starting current > 100% (HotStart)
Key:
Hti
Hot current time,
0-2 s,
Factory setting 0.5 s
HCU
HotStart current,
0-200%,
Factory setting 150%
I
1
Main current = set welding current
Operation
During the set hot current time (Hti) the welding current I
1
rises to the HotStart current
HCU.
The setting of the available parameters is described in the "Setup Menu" section on page
76.
Starting current
< 100%
(SoftStart)
A starting current of < 100% (SoftStart) is suitable for basic electrodes. Ignition is carried
out with a low welding current. As soon as the arc is stable, the welding current continues
to increase until it reaches the welding current command value that was set.
Example of a starting current < 100% (SoftStart)
Advantages:
- Improvement of ignition properties with
electrodes that ignite at a low welding
current
- Slag inclusions largely avoided
- Reduction of welding spatter
(1) HCU starting current
(2) Hti starting current time
(3) Main current I
1
The starting current and starting current
time are set in the Setup menu from page
76.
I (A)
t (s)
0,5 1 1,5
Hti
I
1
HCU
100
150
I (A)
t (s)
90A
30A
(1)
(3)
(2)