64
Igniting the arc
General To ensure the best ignition sequence in the TIG AC welding process, the MagicWave pow-
er sources take account of:
- the diameter of the tungsten electrode
- the current temperature of the tungsten electrode with reference to the preceding
welding and weld-off times
Igniting the arc
using high fre-
quency
(HF ignition)
HF ignition is activated when a time value has been set for the HFt setup parameter.
The HF ignition indicator lights up on the control panel.
Compared with touchdown ignition, HF ignition eliminates the risk of contamination of the
tungsten electrode and the workpiece.
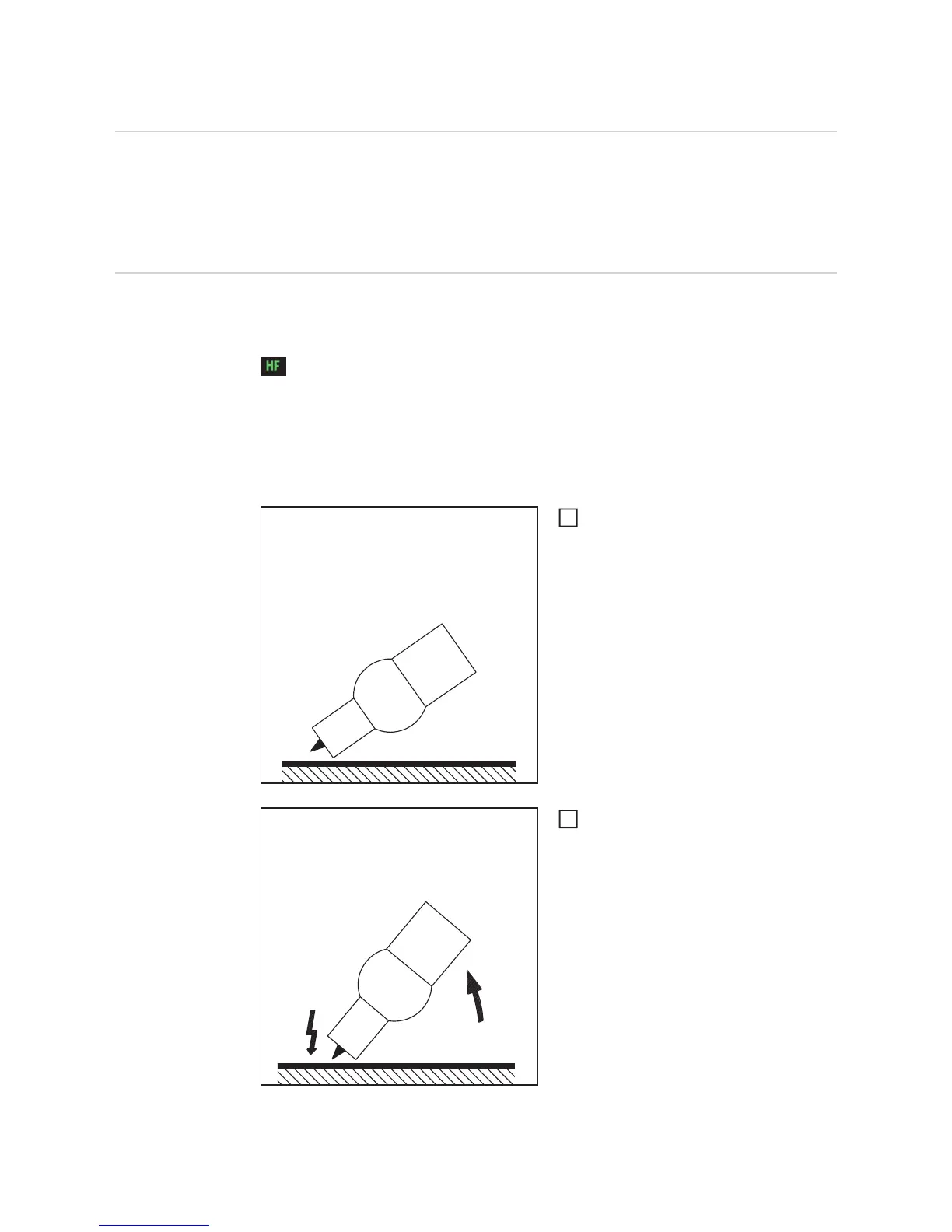
Procedure for HF ignition:
Place the gas nozzle down on the igni-
tion location so that there is a gap of
approx. 2 to 3 mm (5/64 to 1/8 in.) bet-
ween the tungsten electrode and the
workpiece
Increase the tilt angle of the torch and
actuate the torch trigger according to
the mode you have selected
The arc ignites without the electrode
touching down on the workpiece.
1
2