65
EN
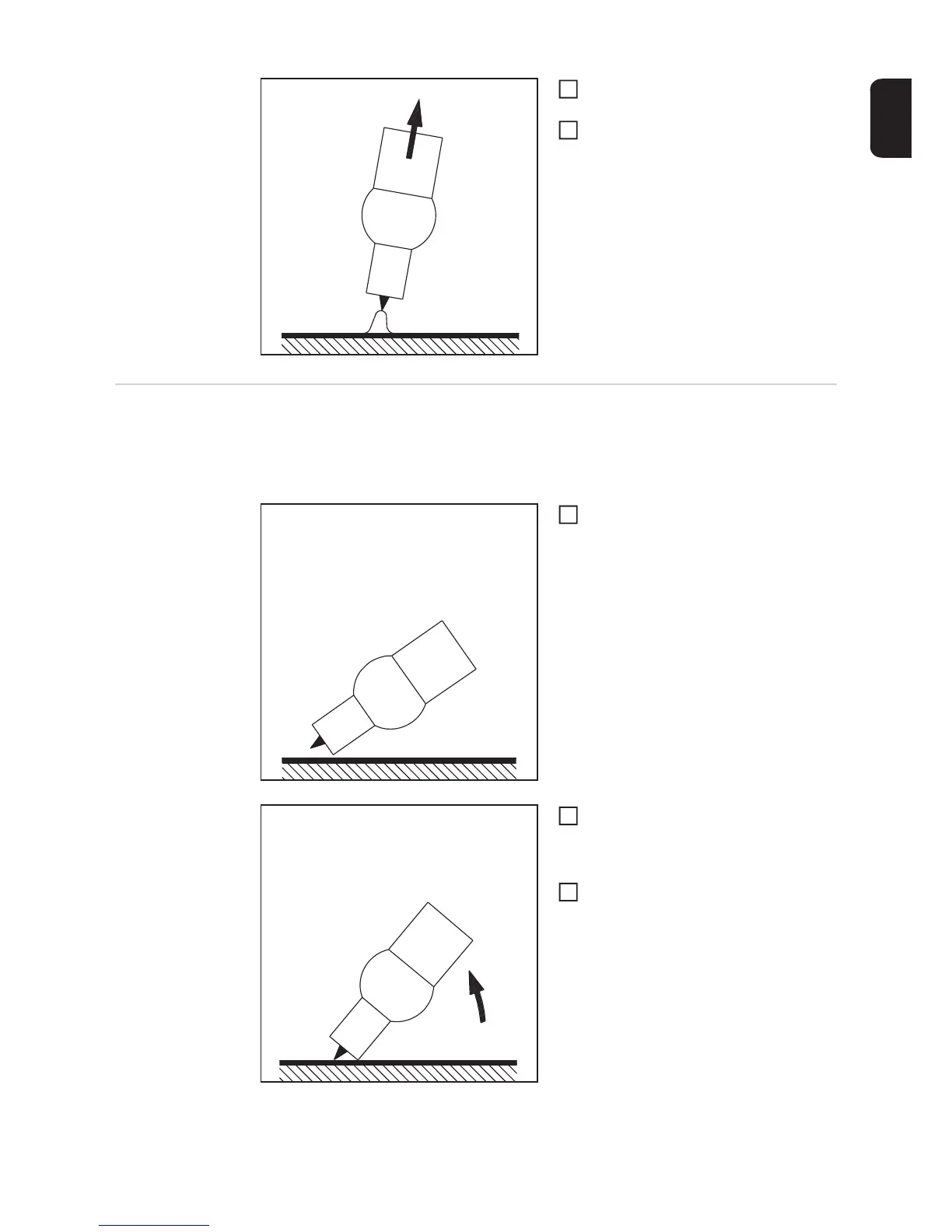
Tilt the torch back into the normal posi-
tion
Carry out welding
Touchdown igni-
tion
If the HFt setup parameter is set to OFF, HF ignition is deactivated. The welding arc is ig-
nited by touching the workpiece with the tungsten electrode.
Procedure for igniting the arc using touchdown ignition:
Place the gas nozzle down on the igni-
tion location so that there is a gap of
approx. 2 to 3 mm (5/64 to 1/8 in.) bet-
ween the tungsten electrode and the
workpiece
Actuate the torch trigger
Shielding gas flows.
Gradually tilt the welding torch up until
the tungsten electrode touches the
workpiece
3
4
1
2
3