Model G0561 (Mfd. Since 01/08)
-27-
Choosing Blade TPI
Selecting the right blade for the job depends on
a variety of factors, such as type, hardness, and
shape of the material being cut, machine capabil-
ity, and operator technique.
The chart in Figure 34 is a basic starting point
for choosing blade type based on teeth per inch
(TPI) for variable tooth pitch blades and for stan-
dard raker type bi-metal blades/HSS blades. As
a general rule, there should be at least 3 teeth in
contact with the workpiece at all times. However,
for exact specifications of bandsaw blades, con-
tact the blade manufacturer.
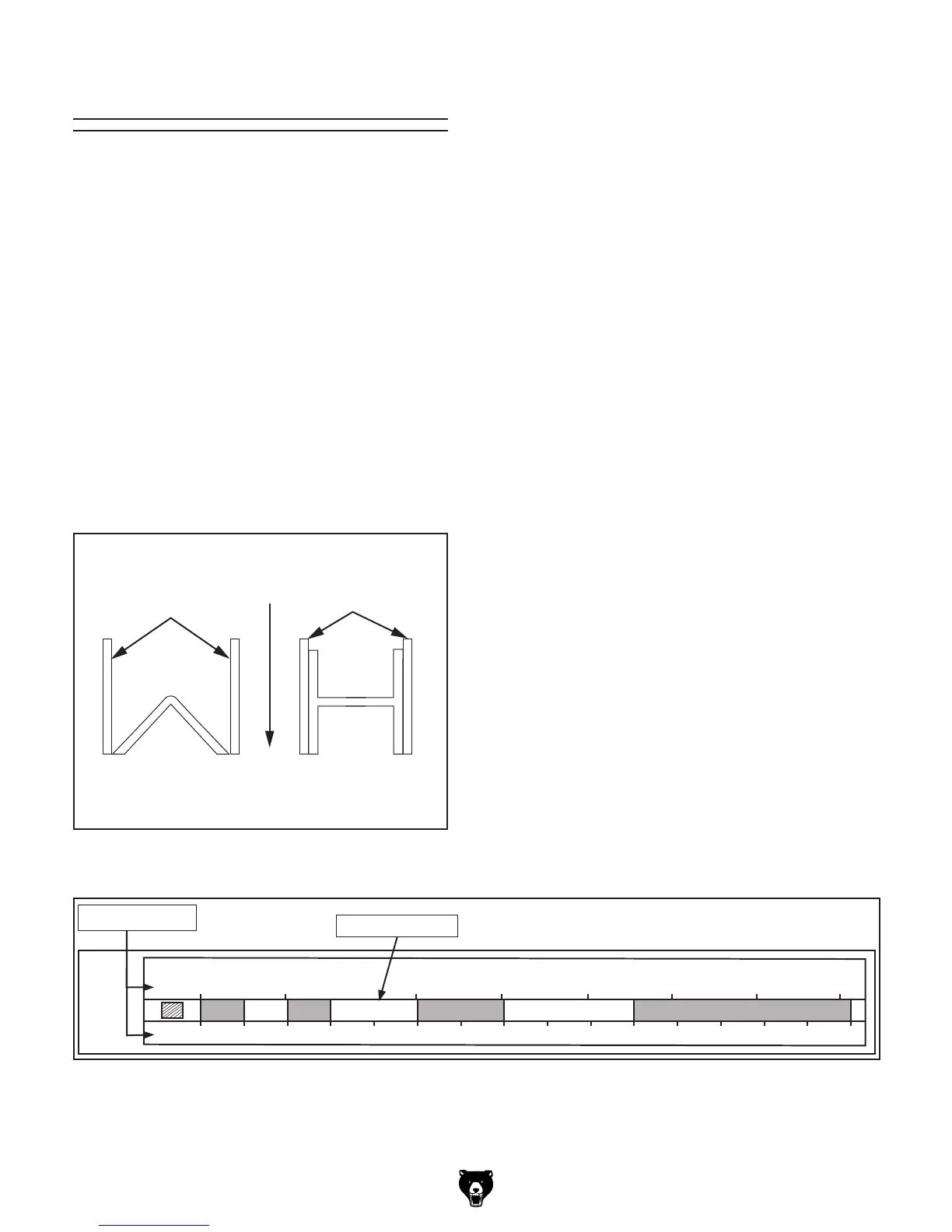
When cutting structural shapes such as angle iron
or I-beams, workpieces should be positioned to
maintain the same material width throughout the
cut, as illustrated in Figure 33.
To select correct blade TPI:
1. Measure material thickness. This measure-
ment is the length of cut taken from where the
tooth enters the workpiece, sweeps through,
and exits the workpiece.
2. Refer to "Material Width" row of blade selec-
tion chart in Figure 34 and read across to
find workpiece thickness you need to cut.
3. In the center row, find the TPI that corre-
sponds to the workpiece thickness.
Material Width
Figure 34. Material width and recommended teeth per inch.
TOOTH SELECTION
1
⁄
8
1
⁄
4
1
⁄
2
1 2 3 4 5 6 7 8 9 10 11 12
1
1
⁄
2
6 12 50 100 150 200 250 300
8-1210-14 6-10 5-8 3-4 2-3 1.4-2.5
mm
inch
Angle Iron
Positioned
For Cut
I-Beam
Positioned
For Cut
Vice Jaws Vice Jaws
Saw
Blade
Direction
(Side View)
Figure 33. Structural workpieces positioned in
vise for cut.
Teeth Per Inch

 Loading...
Loading...









