26 CD 2301 Order No. BA 92-12-0231A Issue 05.01.10
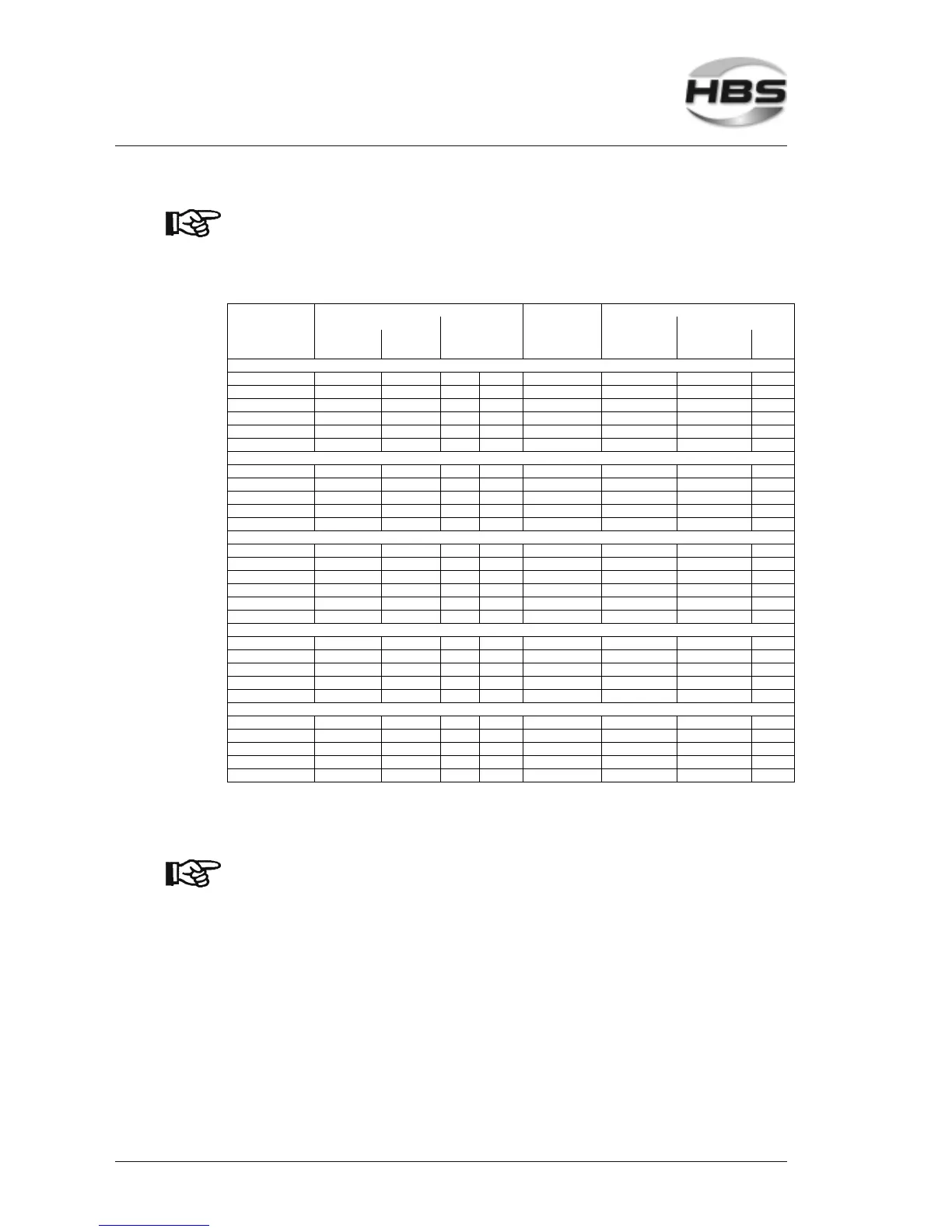
Data given in the following table are only guidelines. They must
be verified by trial welds on the actual material according to
actual standards and DVS guidelines (see appendix). Before
you use another lot of welding elements, carry out some trial
welds to verify the parameter setting.
Material of Energy
welding elements CD 2301 C 08
PT, UT IT
Charging voltage
(V)
Spring pressure
(scaling)
Spring pressure
(scaling)
Lift
(mm)
S235 / St37 (4.8) M3, 3 mm -- 1/8" #6-32 60 6 2 1
S235 / St37 (4.8) M4, 4 mm -- 5/32" #8-32 80 6 2 1
S235 / St37 (4.8) M5, 5 mm 5 mm, M3 3/16" #10-32 100 6 2 1,6
S235 / St37 (4.8) M6, 6 mm 6 mm, M4 1/4" 1/4-20 130 6 6 1,6
S235 / St37 (4.8) M8, 7,1 mm 7,1 mm, M5 5/16" 5/16-18 170 9 6 2
S235 / St37 (4.8) M10, -- -- 3/8" 3/8-16"
220
1) 2)
962
S235 M3, 3 mm -- 1/8" #6-32 80 6 6 1
S235 M4, 4 mm -- 5/32" #8-32 120 6 6 1
S235 M5, 5 mm 5 mm, M3 3/16" #10-32 170 3 6 1
S235 M6, 6 mm 6 mm, M4 1/4" 1/4-20 210 3 6 1
S235 M8, 7,1 mm 7,1 mm, M5 5/16" 5/16-18
1)
-- -- --
1.4301, 1.4303 M3, 3 mm -- 1/8" #6-32 60 6 6 1,4
1.4301, 1.4303 M4, 4 mm -- 5/32" #8-32 70 6 6 1,4
1.4301, 1.4303 M5, 5 mm 5 mm, M3 3/16" #10-32 90 6 6 1,6
1.4301, 1.4303 M6, 6 mm 6 mm, M4 1/4" 1/4-20 130 6 6 2
1.4301, 1.4303 M8, 7,1 mm 7,1 mm, M5 5/16" 5/16-18 170 11 6 2
1.4301, 1.4303 M10, -- -- 3/8" 3/8-16"
220
1) 2)
11 6 2
CuZn37 M3, 3 mm -- 1/8" #6-32 60 6 6 1
CuZn37 M4, 4 mm -- 5/32" #8-32 70 6 6 1
CuZn37 M5, 5 mm -- 3/16" #10-32 100 9 -- --
CuZn37 M6, 6 mm -- 1/4" 1/4-20 150 9 -- --
CuZn37 M8, 7,1 mm -- 5/16" 5/16-18
220
2)
9----
AlMg3 M3, 3 mm -- 1/8" #6-32 60 6 9 1
AlMg3 M4, 4 mm -- 5/32" #8-32 80 6 9 1,4
AlMg3 M5, 5 mm 5 mm, M3 3/16" #10-32 100 6 9 2
AlMg3 M6, 6 mm 6 mm, M4 1/4" 1/4-20 140 11 9 2,4
AlMg3 M8, 7,1 mm 7,1 mm, M5 5/16" 5/16-18
210
2)
-- 9 3
Material of workpiece: Aluminum
Metric
Material of workpiece: Mild steel, shiny S235 / St37.3k (4.8) weldable
Material of workpiece: Steel galvanized S235
Material of workpiece: Cr-Ni stainless steel 1.4301, 1.4303
Material of workpiece: Brass CuZn37
Diameter of welding elements
Imperial
Gun parameters
CA 08
1)
power unit with higher capacity recommended
2)
to be checked by trials
Further notes on
– welding elements
– prestress at installation (tie load) and torque
– material combinations
see appendix and operating manual of the according welding
gun.
5 Stud Welding Procedure
5.5 Determination of Welding Parameters