TM-258 267 Page 11Handler 140
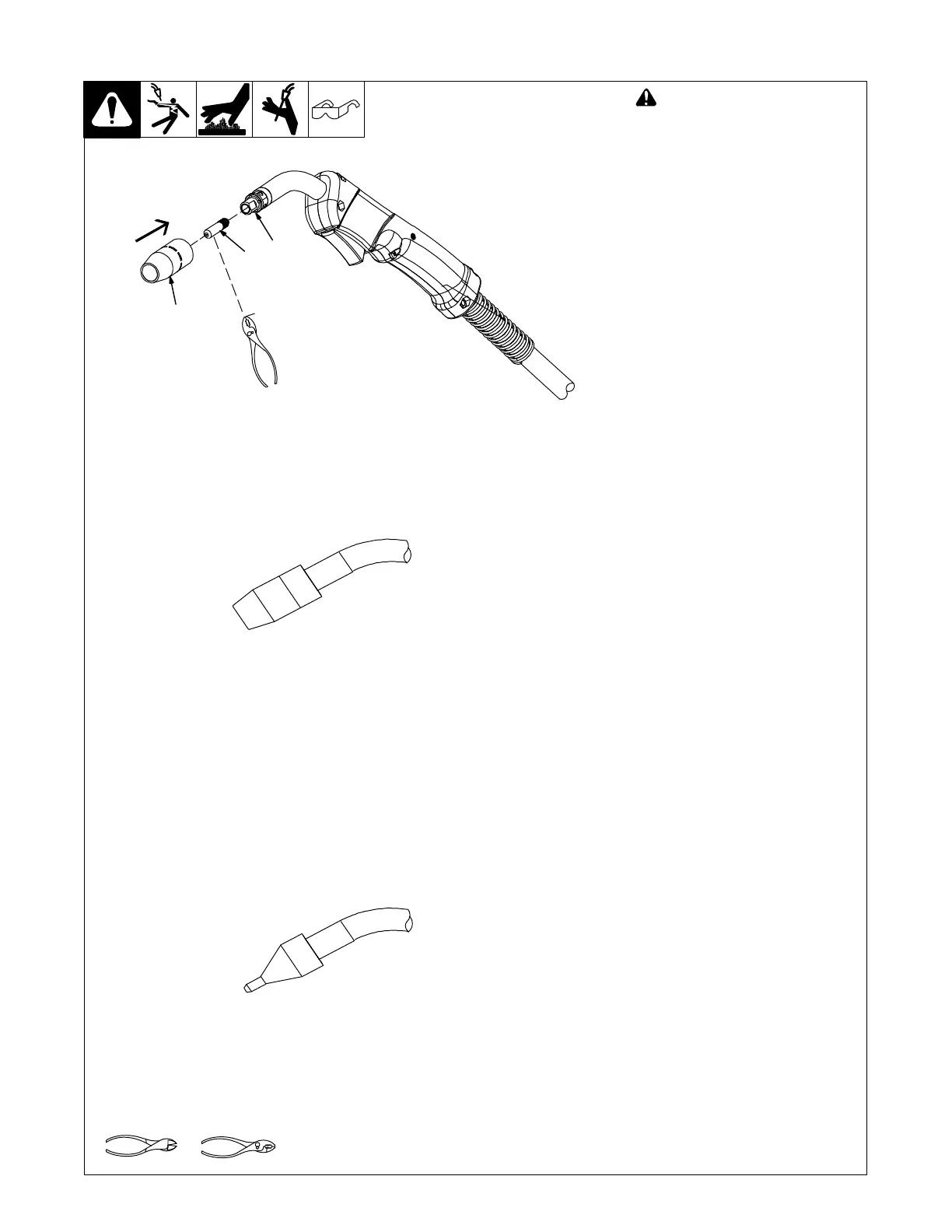
4-10. Installing Contact Tip And Nozzle
Tools Needed:
Ref. 246 669-A
! Turn off welding power source.
1 Nozzle
Remove nozzle.
2 Contact Tip
3 Tip Adapter
Thread welding wire through gun (see
Section 4-11).
Slide contact tip over wire and tighten
tip into tip adapter.
Install nozzle.
Flux Nozzle (Optional)
MIG Nozzle (Standard)
Use with flux cored wire only.
Narrow design allows access in
tight spaces and provides better
visibility of puddle during welding.
Use with solid or flux cored wire.
Push nozzle over contact tip and
adapter until it is seated onto
adapter. Contact tip will be
exposed approximately 7/16 in.
(11.3 mm) when installed properly.
Push nozzle over contact tip and
adapter until it is seated onto
adapter. End of contact tip will be
flush with end of nozzle when
installed properly.
1
2
3