Master M 205, 323
Operating manual - EN
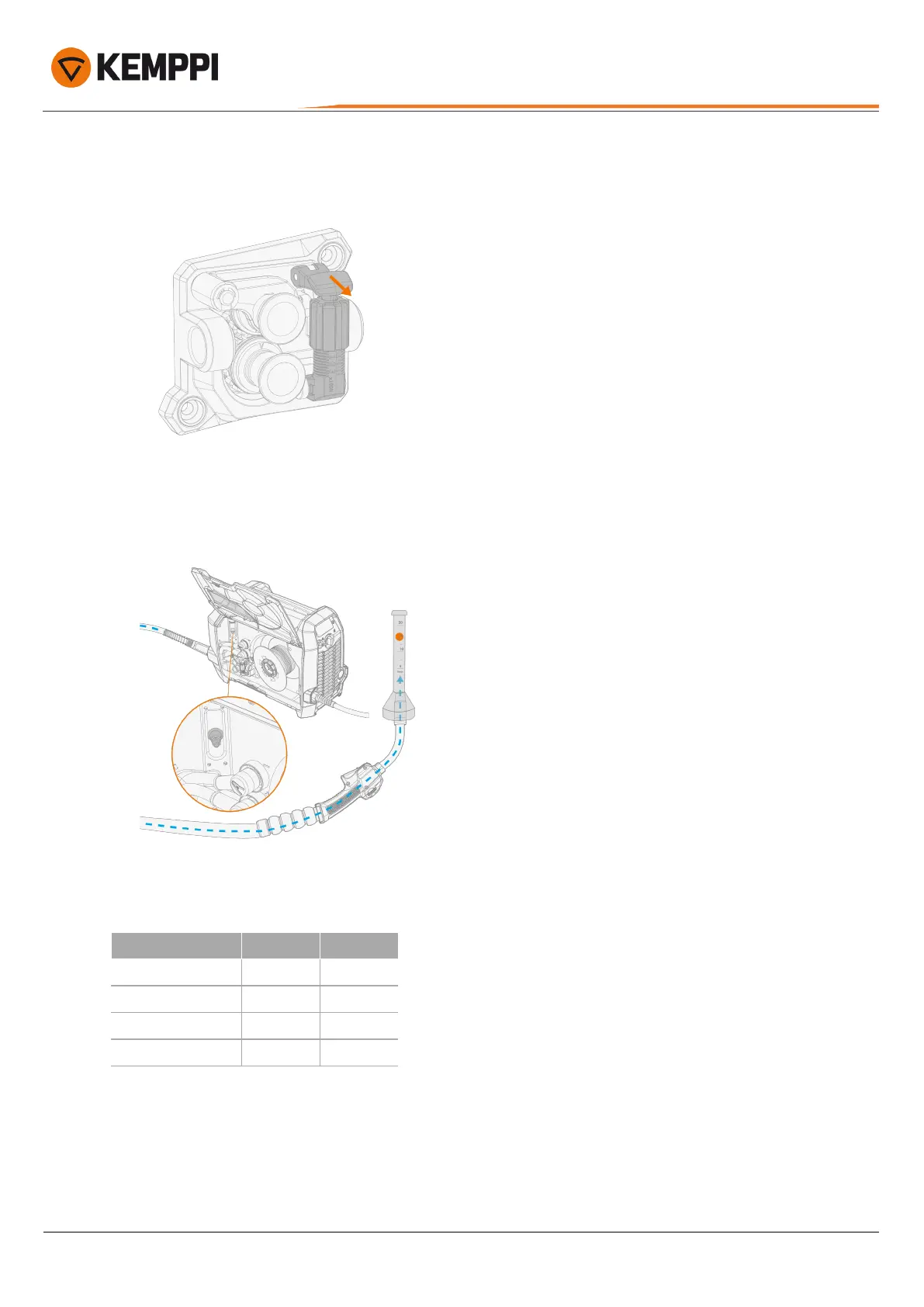
5. Open the gas bottle valve.
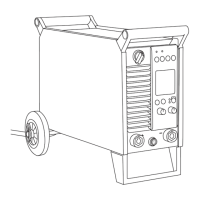
6. If the filler wire is installed, release the pressure arm of the wire feed mechanism to prevent wire feeding.
7. Start gas flow by pressing the welding gun trigger.
8. Check and adjust the gas flow. Use the built-in gas regulating valve (Master M 323 only), or an external flow
meterand regulator for measuring and adjustment.
Recommended gas flow rates (for general guidance only):
TIG* MIG**
Argon
5...15 l/min 10...25 l/min
Helium
15...30 l/min -
Argon + 18-25% CO2
- 10...25 l/min
CO2
- 10...25 l/min
* Depending on the gas nozzle size.
** Depending on the gas nozzle size and welding current.
© Kemppi
30
1922130 / 2313

 Loading...
Loading...