Master M 205, 323
Operating manual - EN
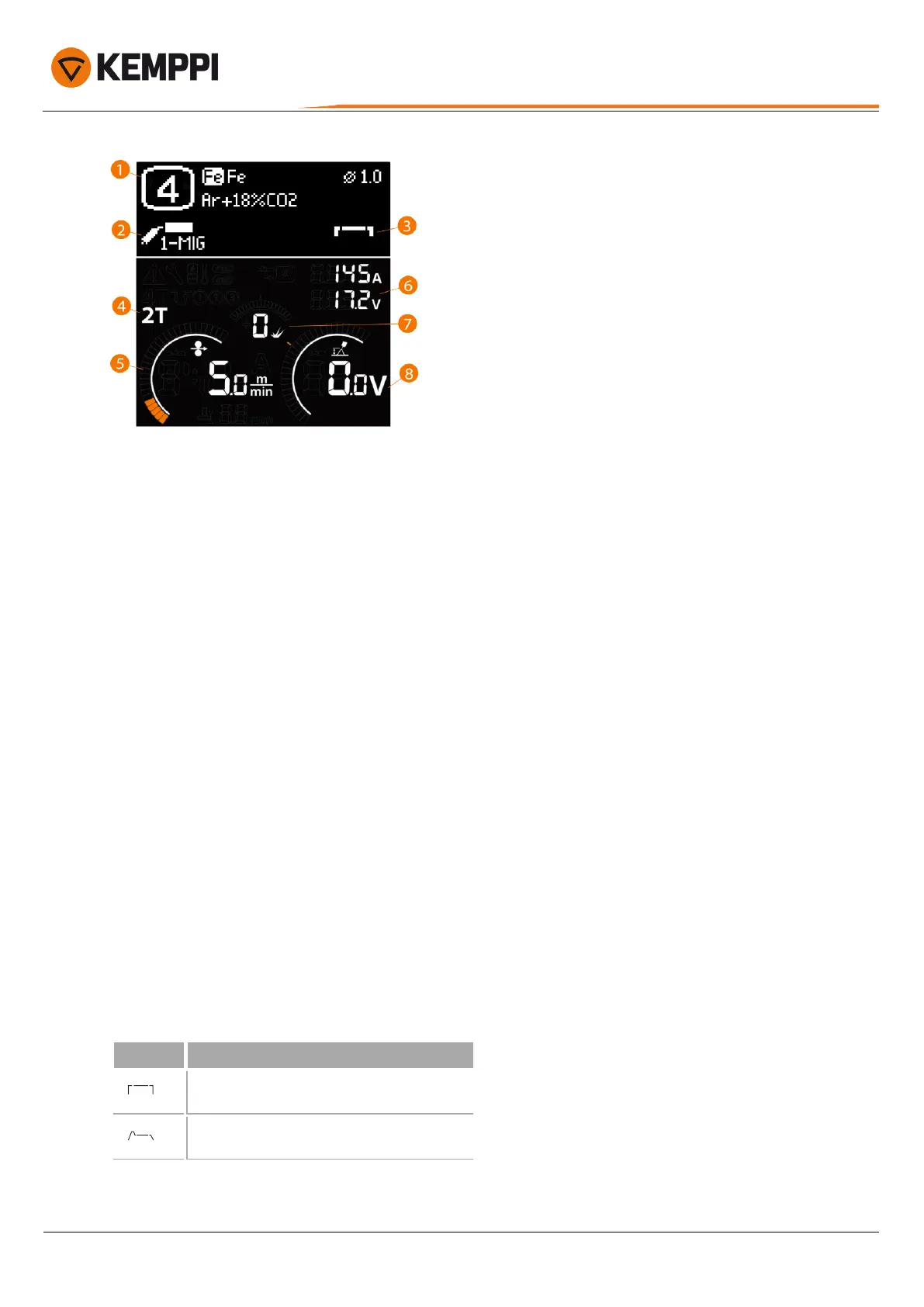
1. Memory channel (and filler wire and shielding gas settings, if defined)
2. Active welding process
3. Applied welding functions*
4. Applied trigger logic function
5. Wire feed speed
>> The value range is defined by the active welding program, step 0.1, default = 5.0 m/min
6. Current and voltage
7. Dynamics
>> Controls the short circuit behavior of the arc. The lower the value the softer the arc, the higher the value the
rougher the arc. Value range: -9 ... +9, default = 0
8. Welding voltage
>> With 1-MIG process, voltage fine tuning is displayed
>> With MAX Cool process, fine tuning of the heat output is displayed.
Control knob functions
Left control knob:
• Manual MIG: Wire feed speed adjustment
• 1-MIG: Wire feed speed adjustment
• Pulse MIG: Wire feed speed adjustment
• TIG/MMA: Welding current adjustment.
Right control knob:
• Manual MIG: Welding voltage and dynamics adjustment
• 1-MIG:Dynamics adjustment and fine tuning of welding voltage and switching between the adjustments with the
control knob button
• Pulse MIG: Fine tuning of welding voltage
• MMA:Dynamics adjustment.
* Applied welding functions
Graph Description
Hot start, Powerlog and crater fill OFF.
Hot start and crater fill ON.
© Kemppi
38
1922130 / 2313

 Loading...
Loading...