4.6 Calibrating wire feed speed
To ensure that the pre-sets and meter displays work as
planned, you must calibrate the wire feed speed on your
X3 MIG Welder.
To calibrate the wire feed speed
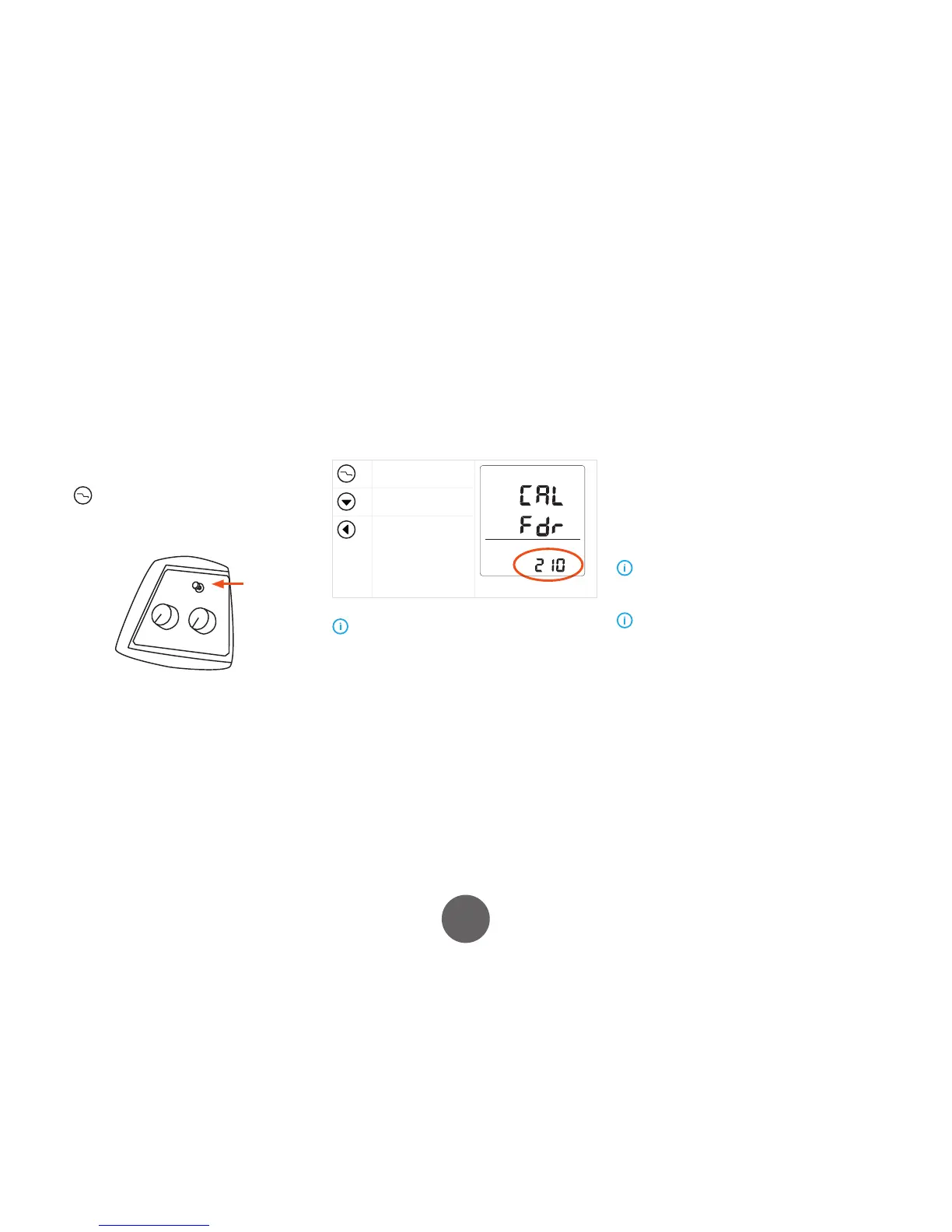
1. At the power source control panel, press the Crater
ll button for 3 seconds.
2. Cut the ller wire at the contact tip.
3. Press Wire Inch button at the wire feeder. Wire feed
starts and continues for 12 seconds.
4. When wire feed stops, cut the wire at the contact tip
and measure the length of the fed wire in mm.
5. At the power source control panel, enter the length
of the wire using the following buttons.
Toggle between the
digits of the number
Increase the digit by
one
Decrease the digit
by one
If you enter a value that does not t in, the machine
forces the value within the acceptable limits. .
6. Press Wire Inch button again. Wire feed starts and
continues for 2 seconds.
7. When wire feed stops, cut the wire and measure its
length.
8. At the power source control panel, enter the length
of the wire.
9. Press Wire Inch button.
To skip the calibration, do one of the following:
• Exit the calibration mode by pressing Crater ll
button for 3 seconds.
• Exit the calibration mode by leaving the machine
idle for 5 minutes.
• Turn o the machine before the step 9 to exit the
calibration mode and keep the old calibration
values.
The X3 Wire Feeder 300 must always be calibrated
before the rst use and if combined with a dierent X3
Power Source.
Check the wire feeder’s calibration regularly. Correctly
calibrated wire feeder ensures quality welds.

 Loading...
Loading...








