9.3
Section 9
Inspection and Reconditioning
9
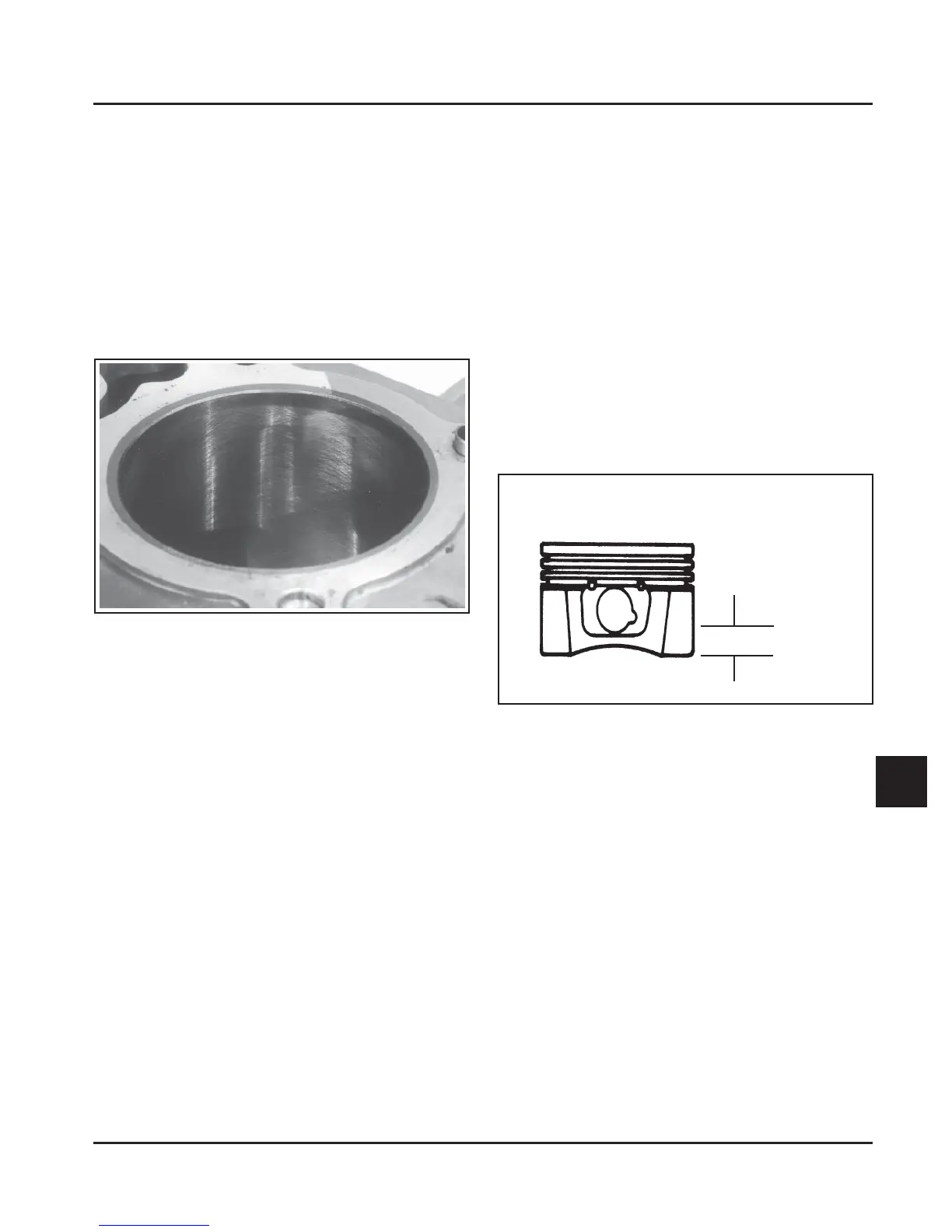
Figure 9-2. Cylinder Bore Crosshatch after Honing.
4. Aer honing, check the bore for roundness, taper,
and size. Use an inside micrometer, telescoping
gauge, or bore gauge to take measurements.
The measurements should be taken at three
locations in the cylinder – at the top, middle,
and boom. Two measurements should be taken
(perpendicular to each other) at each of the three
locations.
Clean Cylinder Bore after Honing
Proper cleaning of the cylinder walls following honing
is critical. Grit le in the cylinder bore can destroy
an engine in less than one hour of operation aer a
rebuild.
The final cleaning operation should always be a
thorough scrubbing with a brush and hot, soapy
water. Use a strong detergent that is capable of
breaking down the machining oil while maintaining
a good level of suds. If the suds break down during
cleaning, discard the dirty water and start again
with more hot water and detergent. Following the
scrubbing, rinse the cylinder with very hot, clear
water, dry it completely, and apply a light coating of
engine oil to prevent rusting.
Measuring Piston-to-Bore Clearance
Before installing the piston into the cylinder bore, it
is necessary that the clearance be accurately checked.
This step is oen overlooked, and if the clearances are
not within specifications, engine failure will usually
result.
NOTE: Do not use a feeler gauge to measure piston-
to-bore clearance – it will yield inaccurate
measurements. Always use a micrometer.
Use the following procedure to accurately measure
the piston-to-bore clearance:
1. Use a micrometer and measure the diameter of
the piston perpendicular to the piston pin, up
8 mm (0.314 in.) from the boom of the piston
skirt as indicated in Figure 9-3.
3. When the bore is within 0.064 mm (0.0025 in.)
of desired size, remove the coarse stones and
replace with burnishing stones. Continue with
the burnishing stones until within 0.013 mm
(0.0005 in.) of desired size and then use finish
stones (220-280 grit) and polish to final size. A
crosshatch should be observed if honing is done
correctly. The crosshatch should intersect at
approximately 23-33° off the horizontal. Too flat
an angle could cause the rings to skip and wear
excessively, too steep an angle will result in high
oil consumption (refer to Figure 9-2).
Figure 9-3. Measuring Piston Diameter.
2. Use an inside micrometer, telescoping gauge, or
bore gauge and measure the cylinder bore. Take
the measurement approximately 63.5 mm
(2.5 in.) below the top of the bore and
perpendicular to the piston pin.
3. Piston-to-bore clearance is the piston diameter
subtracted from the bore diameter (step 2 minus
step 1).
Balance Weight Assembly
The balance weight assembly counterbalances
the cranksha weights and internal forces during
operation to minimize vibration. Several key areas of
the balance weight must be checked before installation
and use. Additionally, the mating components
(cranksha eccentrics and closure plate guide channel)
must also be inspected for wear or damage.
Use the following procedure to check the balance
weight and matching components.
Measure 8 mm (0.314 in.) Above the Bottom of
Piston Skirt at Right Angles to Piston Pin.
8 mm (0.314 in.)

 Loading...
Loading...




