8-12 CHAPTER 8: OPERATION
ALPHA ST320 S2
6.3. User parameters description (F0)
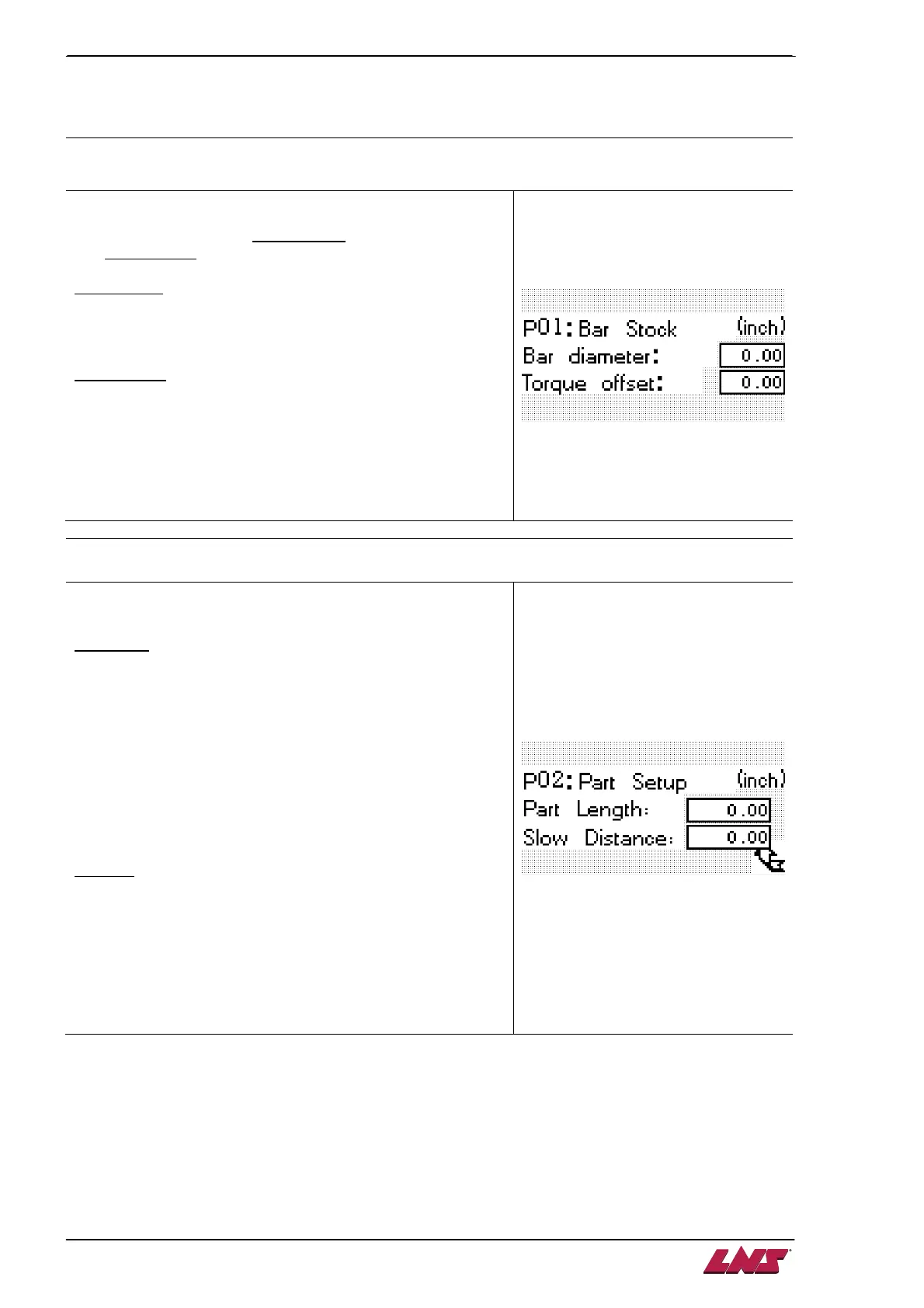
P01 : Bar stock setup
This parameter should be modified
if the bar stock dimension has
changed.
Setup related to feeding force. The overall pushing force is
composed by values of Bar diameter (basic pushing force)
and Torque offset (advanced pushing force).
Bar diameter:
This parameter decides the basic pushing force. Enter the bar
stock diameter currently loaded inside the channel.
Torque offset:
This parameter allows the operator to make adjustment in
case addition pushing force is needed. Values are available
from 0 to 26 at this parameter. Take the currently installed
channel set dimension as a beginning and adjust it according
to actual pushing status.
If 0 is entered here, no additional pushing force will be added.
P02 : Feeding distance setup
This parameter should be modified
if the part dimension has changed.
Setup related to feeding distance.
Part length:
Overall feeding length needed for making a part. Part length
plus cut off tool width.
This value is for calculation of BAR END position and timing of
sending CYCLE START signal (refer to MODE 15). The bar
feeder will not stop at this distance during feeding. The lathe
must place a stopper inside the lathe for positioning.
Example: If the part is 100mm and the cut off tool width is
3mm. The value entered here is 100+3=103.
slow dist :
The distance where the pusher reduces it’s feeding speed
prior to arrive at part length set above during feeding.
The purpose is to prevent the impact between bar stock and
stopper.
Note: This setup only applied on general feeding but not
TOP CUT feeding.
 Loading...
Loading...










