PREPARATIONS
Certain parts are not assembled on delivery for
transport and packaging reasons.
1. Assemble the control panel in place with the
arm where the cabling goes, (232), (251).
2. Assemble all safety doors.
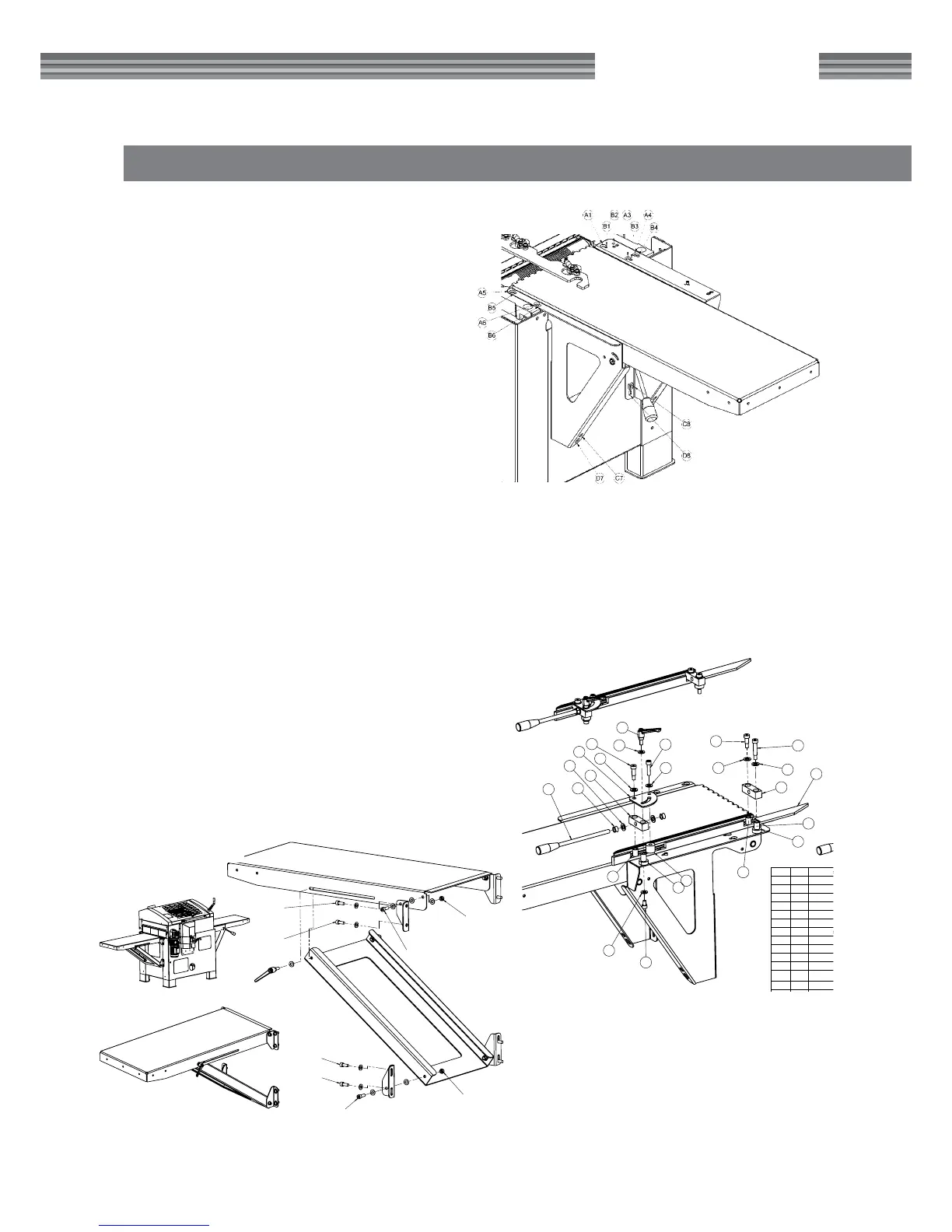
3. Assemble the infeed table (212). [Figure 1]
• Screw down all adjustable screws (B) in the
bottom.
• Insert all screws (A) tighten by hand.
• Insert the adjustment screws (C) and adjust
the table so it is straight.
• Adjust exactly: The highest position of the
infeed table must be on the same level as the
cast machine table. Check with a long, straight
fence rail.
• Adjust the height of the table so that it
touches the cast iron table with the adjustment
screws (B) and tighten the holding screws (A).
• Check the table angle and table height and
insert the table xture’s bottom lock screws (D)
which are fastened using nuts on the inside of
the chassis.
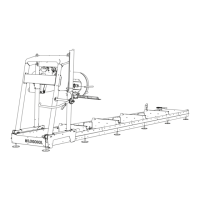
4. Assemble the outfeed table (253). [Figure 2]
5. Assemble the side fences [Figure 3]
6. Connect the planer/moulder to the chip extrac-
tor.
7. Before the planer/moulder is connected to the
electrical circuit, check that all cutters can rotate
freely, and that all parts are xed.
Hole pattern key:
A: Holding screws for the infeed table.
B: Holes for accessing the adjusting screws where the screw
head lies under the table xture.
C: Threaded hole for adjustment screws for setting the table angle.
D: Hole for lock screws.
E: Fixing point for adjustable side fence. A double hole pattern
means that the fence can be placed in an outer or inner position
Figure 1.
PH360
M10-30mm
M10-25mm
M10-25mm
M10-30mm
M10
M10
M10-25mm
M10-25mm
19
39
27
16
14
38
22
22
22
43
42
13
23
15
17
16
14
24
16
25
42
41
26
42
16