Mise en service
- 183 -
01.21 909.2669.9-02
14.3 Paramètres secondaires
Risque de choc électrique !
Lors de la fonction Paramètres secondaires
HF, il y a dans le torche une haute tension
d’amorçage.
Ne jamais toucher le soudage à la baguette ou
la partie conductrice de la tension de soudage
lorsque l’appareil est sous tension.
Les paramètres secondaires sont réglés à part:
 Appuyer simultanément pour une courte durée sur les
boutons Procédé de soudage 30 et Mode de fonctionne-
ment 47.
9 Dans l’achage à 7 segments 38 s’achent alternative-
ment le code du paramètre secondaire et sa valeur.
 Appuyer autant de fois que nécessaire sur le bouton Para-
mètres principaux 48 jusqu’à ce que le paramètre désiré
s’ache.
 A l’aide du bouton rotatif 41, régler la valeur désirée.
 Appuyer brièvement sur le bouton Procédés de soudage
30 ou mode de fonctionnement 47 pour mettre n à ce
mode.
9 Les valeurs modiées sont enregistrées.
Tous les paramètres de soudage peuvent être
modiés pour réaliser un réglage plus e-
cace, même pendant le processus de soudage.
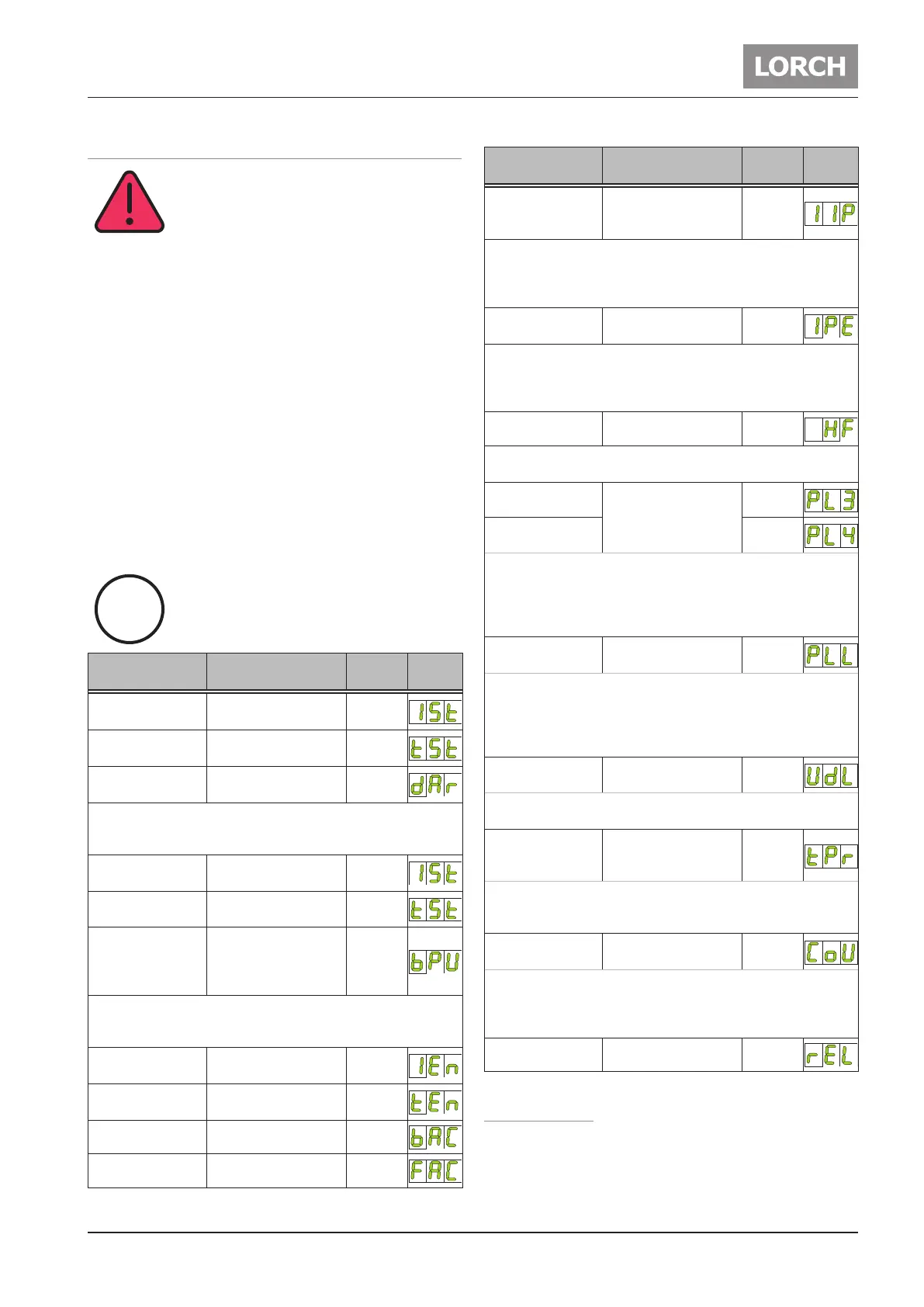
Paramètres Plage
Réglage
en usine
Code
Démarrage à chaud
IS
1
5 - 200 % de courant
principal
125
Temps Démarrage à
chaud tS1
0 - 20 secondes 1,0
Dynamique de
l’arc
1
0 - 200 % 100
En cas de baisse de la tension de soudage, le courant de soudage
est automatiquement augmenté. La dynamiquede l’arc indique le
rapport entre le courant principal et la hausse automatique
Courant de démar-
rage2
5 - 200 % de courant
principal
50
Temps de courant
de démarrage2
0 - 20 secondes 0,1
Taux d'impulsion2
(uniquement avec
le mode Impul-
sions)
1 - 99 % 50
Indique le rapport en pourcentage entre le courant principal I1 et
le courant secondaire I2. Avec la valeur réglée 30, le rapport est de
30 % I1 à 70 % I2.
Courant nal
2
5 - 200 % de courant
principal
25
Temps courant
nal
2
0 - 20 secondes 0,2
Balance CA
3
10 - 90 % 35
Fréquence CA
3
30 - 200 Hz 60
Paramètres Plage
Réglage
en usine
Code
Correction du
courant du pôle
positif
2, 3, 4
10 - 200 % 100
Pour une formation optimale de la calotte, avec le soudage TIG CA,
l’amorçage s’eectue avec le courant du pôle positif. Ce courant du
pôle positif est préréglé dans l’appareil et peut être augmenté ou
réduit du pourcentage indiqué.
Correction pointe
d’amorçage
2, 4
10 - 200 % 100
Après amorçage, pour la stabilisation de l’arc, le courant de pointe
d’amorçage est réglé. Ce courant de pointe d’amorçage est préré-
glé dans l’appareil et peut être augmenté ou réduit du pourcen-
tage indiqué.
HF On/O2 On - O On
L’amorçage HF est un amorçage sans contact par impulsion à
haute tension.
Powermaster DEL 3
tous les paramètres
PowerMaster
I2
Powermaster DEL 4 -
Le torche PowerMaster de la série i-LTG/i-LTW dispose de deux
emplacements de paramètres librement dénissables. En fonction
du type d’appareil et du mode de fonctionnement, diérents para-
mètres sont sélectionnables (cf. „14.4 Paramètres PowerMaster“ à
la page 184)
PowerMaster DEL
blocage (lock))
OFF = Arrêt,
On = Marche
OFF
On : La touche Mode du torche de la série i-LTG/i-LTW est bloquée.
Celle-ci est débloquée pendant 15 secondes en appuyant pendant
2 secondes sur la touche Mode. Si pendant les 15 secondes de
déblocage, la touche Démarrage/Arrêt est actionnée, la touche
Mode est immédiatement bloquée.
Haut/bas blocage
(lock)
OFF = Arrêt,
On = Marche
OFF
On : Les touches Up/Down du torche de la série i-LTG/i-LTW sont
bloquées pendant le soudage (I>0).
Protection du
torche (Torch pro-
tect)
2
OFF = Arrêt,
On = Marche
OFF
On : Lors de l’utilisation d’un torche de la série i-LTG/i-LTW, il n’est
possible de régler sur l’appareil de soudage qu’un courant de sou-
dage ne dépassant pas la capacité limite max. du torche.
Refroidissement
Permanent
2
Aut = Auto,
On = Marche
Aut
Aut : l’appareil de refroidissement par eau (WUK) se commute/
s’arrête autom.
On : le WUK se commute après le 1er ux de courant (I>0) et reste
en permanence commuté.
Info version - -
Tab. 3: Paramètres secondairesr
1)
Uniquement pour le procédé de soudage à la baguette
2)
Uniquement pour le procédé de soudage TIG
3)
Uniquement pour le procédé de soudage TIG CA
4)
Réglage usine des électrodes Ø 2,4 mm
pour les électrodes Ø < 2,4 mm : Diminuer les valeurs des paramètres
pour les électrodes Ø > 2,4 mm : augmenter les valeurs des paramètres
 Loading...
Loading...





