Início
- 158 - 01.21909.2669.9-02
14 Início
14.1 Processo de soldadura por eléctrodo
 Seleccione o processo de soldadura por eléctrodo com o
botão 30 (LED eléctrodo- DC 33 ou LED eléctrodo- AC 34
acende-se).
9 Está no parâmetro de corrente principal I1 (LED corrente
principal I1 37 acende-se).
 Use o botão rotativo 41 para seleccionar a intensidade de
corrente desejada.
9 A máquina está pronta para iniciar o trabalho.
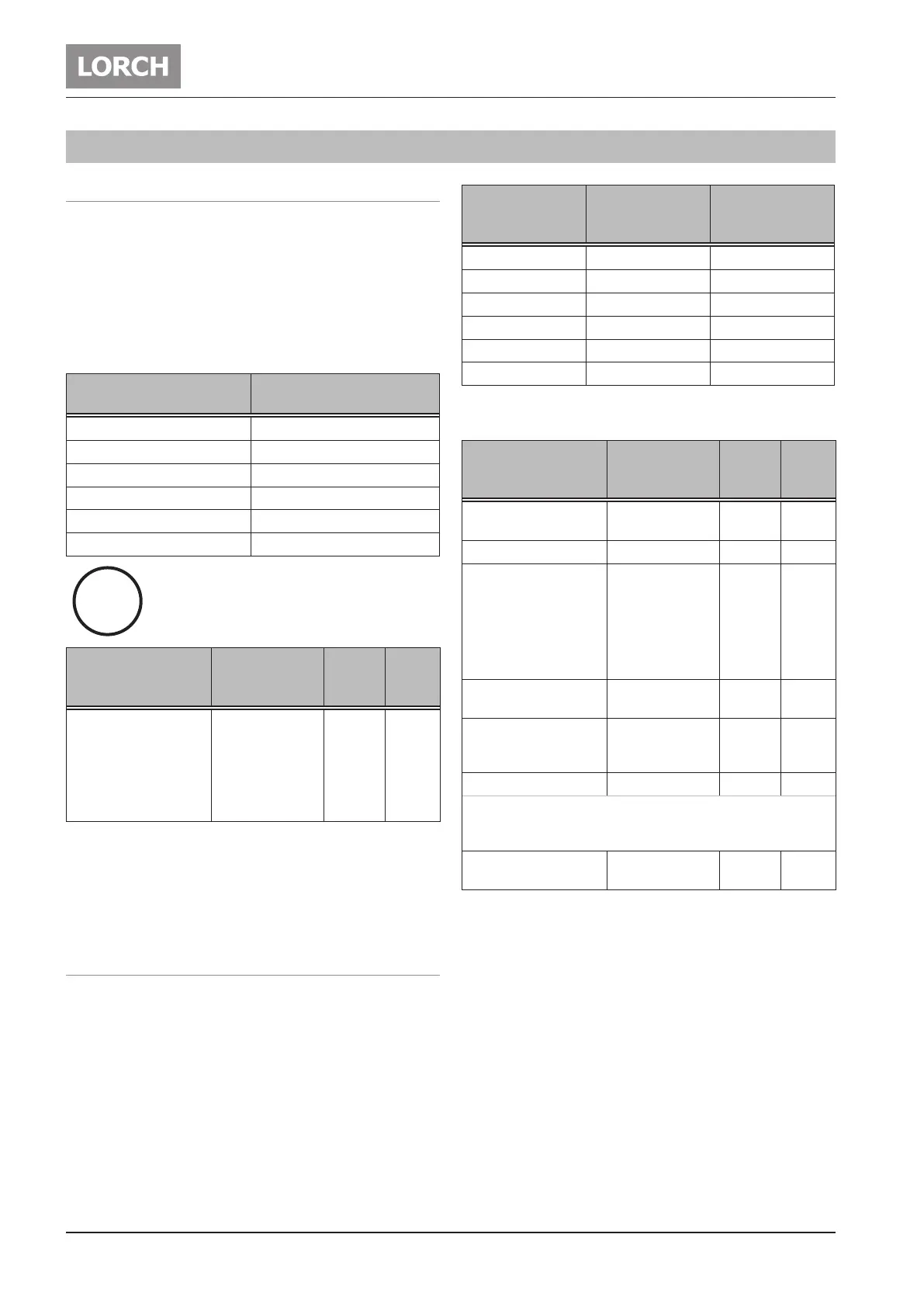
Diâmetro do eléctrodo
[mm]
Intensidade de corrente
recomendada [A]
1,5 20 - 40
2,0 35 - 60
2,5 45 - 100
3,2 75 - 140
4,0 130 - 190
5,0 180 - 260
Tenha em atenção as recomendações do fabri-
cante do o.
Parâmetros Alcance
Ajuste
de fá-
brica
LED
Corrente principal I1
100 37
T 180 10 - 150 A
T 220 AC/DC 10 - 170 A
T 220 DC 10 - 180 A
T 250 10 - 200 A
T 300 10 - 200 A
Tab. 1: Parâmetros principais
Os valores de ajuste de fábrica estão optimizados graças aos
parâmetros automáticos. Poderá usar estes ajustes para a
maioria dos trabalhos de soldadura.
Encontrará mais possibilidades de regulação na no capítulo
„14.3 Parâmetros Secundários“ na página 159.
14.2 Processo soldadura TIG
 Seleccione o processo de soldadura TIG com o botão 30
(LED TIG- DC 31 ou LED TIG- AC 32 acendem-se).
 Seleccione o modo desejado com o botão 47 (LED 2-stroke
44, LED 4-stroke 45 ou LED Pulse 46 acendem-se).
 Pressione o botão de corrente principal 48 em cima à di-
reita até o parâmetro pretendido aparecer (o LED 35 – 43
correspondente acende-se).
 Use o botão 41 para seleccionar o valor desejado.
9 A máquina está pronta para iniciar o trabalho.
Diâmetro do
eléctrodo [mm]
Intensidade de
corrente reco-
mendada DC [A]
Intensidade de
corrente reco-
mendada AC [A]
1,0 3 - 40 5 - 30*
1,6 15 - 130 20 - 90*
2,0 45 - 180 45 - 135*
2,4 70 - 240 70 - 180*
3,2 140 - 320 130 - 250*
4,0 220 - 450 200 - 320*
*) Dependendo do tipo de eléctrodo e do equilíbrio de ajuste
de AC
Parâmetros Alcance
Ajuste
de fá-
brica
LED
Gás Tempo pre-ow
0,1 - 10
Segundos
0,1 35
Upslope 0 - 99 % 5 36
Corrente principal I1
100 37
T 180 3 - 180 A
T 220 3 - 220 A
T 250 5 - 250 A
T 300 5 - 300 A
Corrente Secundária I2
1 - 200 % Para cor-
rente principal
50 40
Frequência do pulso
(apenas para modo
pulso)
0,2 - 2000 Hz
(representação 0,2
- 2,0t)
5 39
Downslope 0 - 500 % 20 42
A sincronização ocorre no modo operativo DC pulse com o ou
controlo. A redução de corrente inicia sempre com corrente I2
independentemente do status I1 ou I2.
Correcção Tempo Gás
post-ow
20 - 500 % 100 43
Tab. 2: Parâmetros principais
Os valores de ajuste de fábrica estão optimizados graças aos
parâmetros automáticos. Poderá usar estes ajustes para a
maioria dos trabalhos de soldadura.
Encontrará mais possibilidades de regulação na no capítulo
„14.3 Parâmetros Secundários“ na página 159.
i
 Loading...
Loading...





