Grundlagen des Schweißens
- 19 -
01.21 909.2669.9-02
15.2 WIG-Schweißen
Das WIG-Schweißverfahren ist ein sehr universell einsetzbares
Verfahren, welches hochwertige Schweißverbindungen lie-
fert.
Beim WIG-Schweißen besteht die Elektrode aus nichtab-
schmelzendem Wolfram und als Schutzgas werden inerte
Gase eingesetzt (WIG). Im englischen Sprachgebrauch wird
von TIG-Schweißen gesprochen („Tungsten“ = Wolfram).
Inerte Gase sind chemisch neutral und gehen keine Reaktio-
nen mit dem Schweißgut ein. Inerte Gase sind z. B. Argon oder
Helium und deren Gemische. Meist wird reines Argon (99,9%
Ar) verwendet. Das Schweißgas muss trocken sein. Eine Eintei-
lung der Schutzgase ndet sich in DIN 32 526.
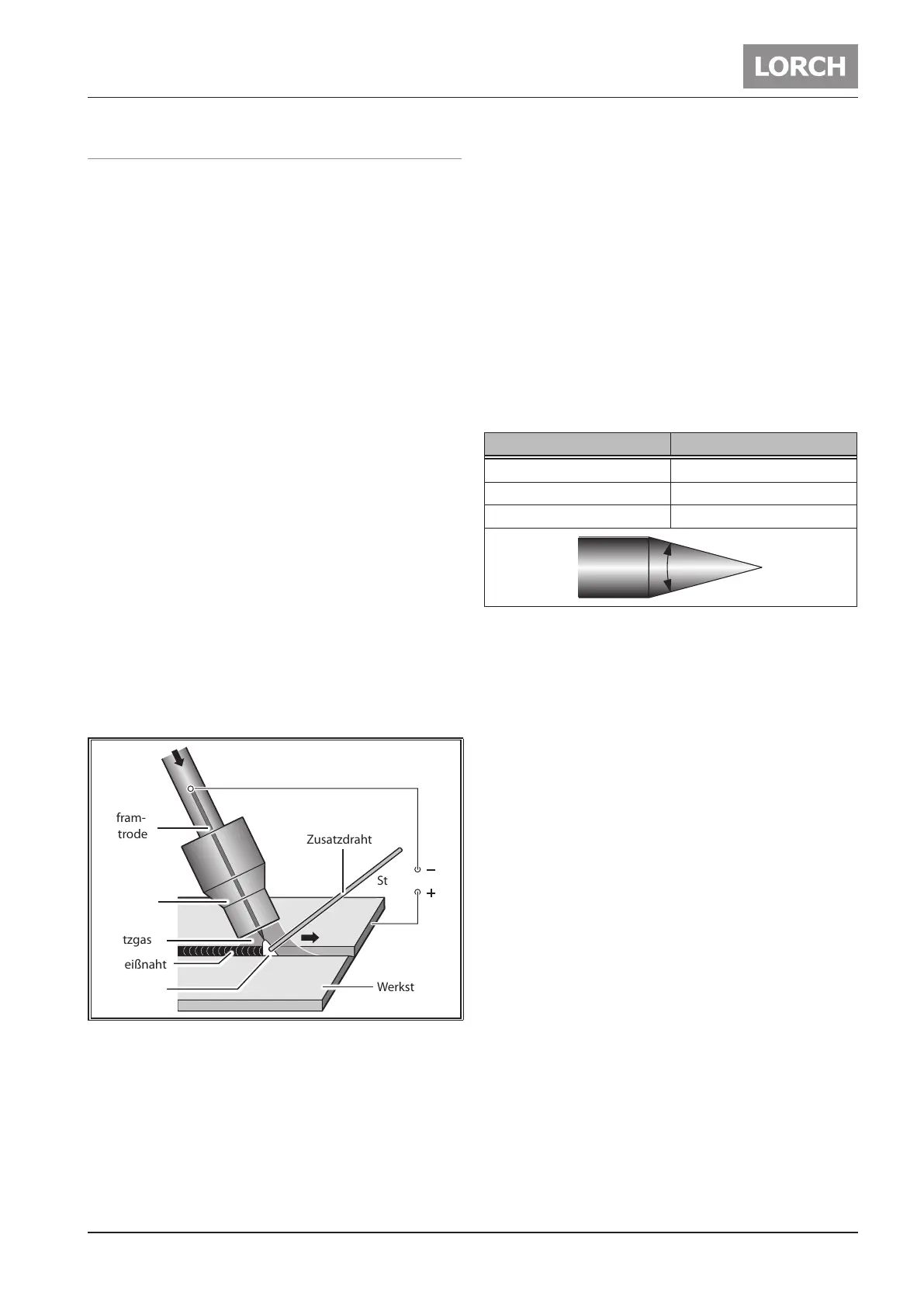
Prinzip des WIG-Schweißverfahrens
Eine nichtabschmelzende Wolframelektrode wird mit einer
Spannhülse in einen gas- oder wassergekühlten Brenner ge-
spannt. Zwischen der Wolframelektrode und dem Werkstück
entsteht der Lichtbogen in einer inerten Schutzgasatmosphä-
re. Die Wolframelektrode ist also der Lichtbogenträger. Der
Lichtbogen schmilzt das Werkstück punktuell auf, es bildet
sich das Schmelzbad. Aus der Gasdüse strömt das Schutzgas.
Es schützt die Wolframelektrode, den Lichtbogen und das
Schmelzbad vor der Umgebungsluft. Dadurch wird eine un-
gewollte Oxidation vermieden. Schlechte Schweißergebnisse
können also auch aus Fehlern in der Schutzgaszufuhr entste-
hen.
Wird Zusatzwerksto benötigt, wird dieser als Zusatzdraht
von Hand wie beim Gasschweißen oder mechanisch mit spezi-
ellen Kaltdrahtvorschüben zugeführt. Dabei muss der Zusatz-
draht gleich oder höher legiert als der Grundwerksto sein.
Ohne Zusatzdraht lassen sich Bördel- und Ecknähte sehr gut
herstellen.
Schutzgas
Wolfram-
elektrode
Gasdüse
Schutzgas
Schweißnaht
Werkstück
Stromquelle
Lichtbogen
Zusatzdraht
Prinzipiell kann beim WIG-Schweißen sowohl Gleichstrom
(DC) als auch Wechselstrom (AC) eingesetzt werden. Dabei
richtet sich die Stromart und die Polung nach dem zu schwei-
ßenden Werksto.
Un- und niedriglegierter Stahl, hochlegierter Stahl und Kupfer
sowie Titan und Tantal werden mit Gleichstrom geschweißt,
wobei die Elektrode wegen der größeren Strombelastbarkeit
am Minuspol angeschlossen ist.
Beim Schweißen von Aluminium und Magnesium sowie de-
ren Legierungen wird Wechselstrom verwendet, um die hoch-
schmelzende, zähe Oxidhaut aufzureißen, die sich auf dem
Schmelzbad bildet bzw. auf dem Grundwerksto vorhanden
ist. Fehlt jedoch diese Oxidschicht, z. B. weil längere Zeit auf
derselben Stelle geschweißt wird, dann kann es zu einem in-
stabilen Lichtbogen kommen, der gelegentlich abreißt.
Form der Elektrodenspitze
Wolframelektroden müssen grundsätzlich in Längsrichtung
geschlien werden, da quer verlaufende Schleifriefen einen
unruhigen Lichtbogen verursachen.
Schweißstrom [A] Elektrodenwinkel
10 - 50 15° - 30°
50 - 200 30° - 45°
> 200 45° - 75°
Der Elektrodenanschli beim Gleichstromschweißen muss
bleistiftartig spitz sein und auch bleiben. Dabei hängt der
Spitzenwinkel von der Schweißstromstärke ab. Beim Wech-
selstromschweißen genügt es, die Elektrodenkante leicht an-
zuschleifen. Nach kurzer Zeit stellt sich eine runde bis leicht
ballige Form ein.
Wird die Elektrodenspitze durch Berühren mit dem Schweiß-
bad oder dem Schweißstab verunreinigt, muss dieser Teil voll-
ständig abgeschlien werden und die Elektrode erneut spitz
angeschlien werden. Dabei in Längsrichtung schleifen.
 Loading...
Loading...





