Messa in funzione
- 231 -
01.21 909.2669.9-02
14.3 Parametri secondari
Pericolo di shock elettrico!
Se la funzione innesco HF (31) è attiva una
alta tensione di innesco è presente sulla tor-
cia.
Non toccare mai l’elettrodo o parte che condu-
cano la corrente di saldatura, mentre l’impianto
è acceso.
I parametri secondari sono regolabili separatamente:
 Premere simultaneamente per qualche istante il pulsante
di selezione del procedimento di saldatura ed il pulsante
modalità 47.
9 Il display a 7 segmenti 38 mostra alternativamente il codi-
ce del parametro secondario ed il relative valore.
 Premere il pulsante parametri principali 48 no a quando
appare il parametro desiderato.
 Utilizzare la manopola 41 per impostare il valore deside-
rato.
 Premere brevemente il pulsante di selezione dei procedi-
menti di saldatura 30 o il pulsante modalità 47 per uscire
dai parametri secondari.
9 I valori modicati saranno memorizzati.
Per maggiore accuratezza di regolazione, tutti
i parametri di saldatura sono regolabili anche
durante la saldatura.
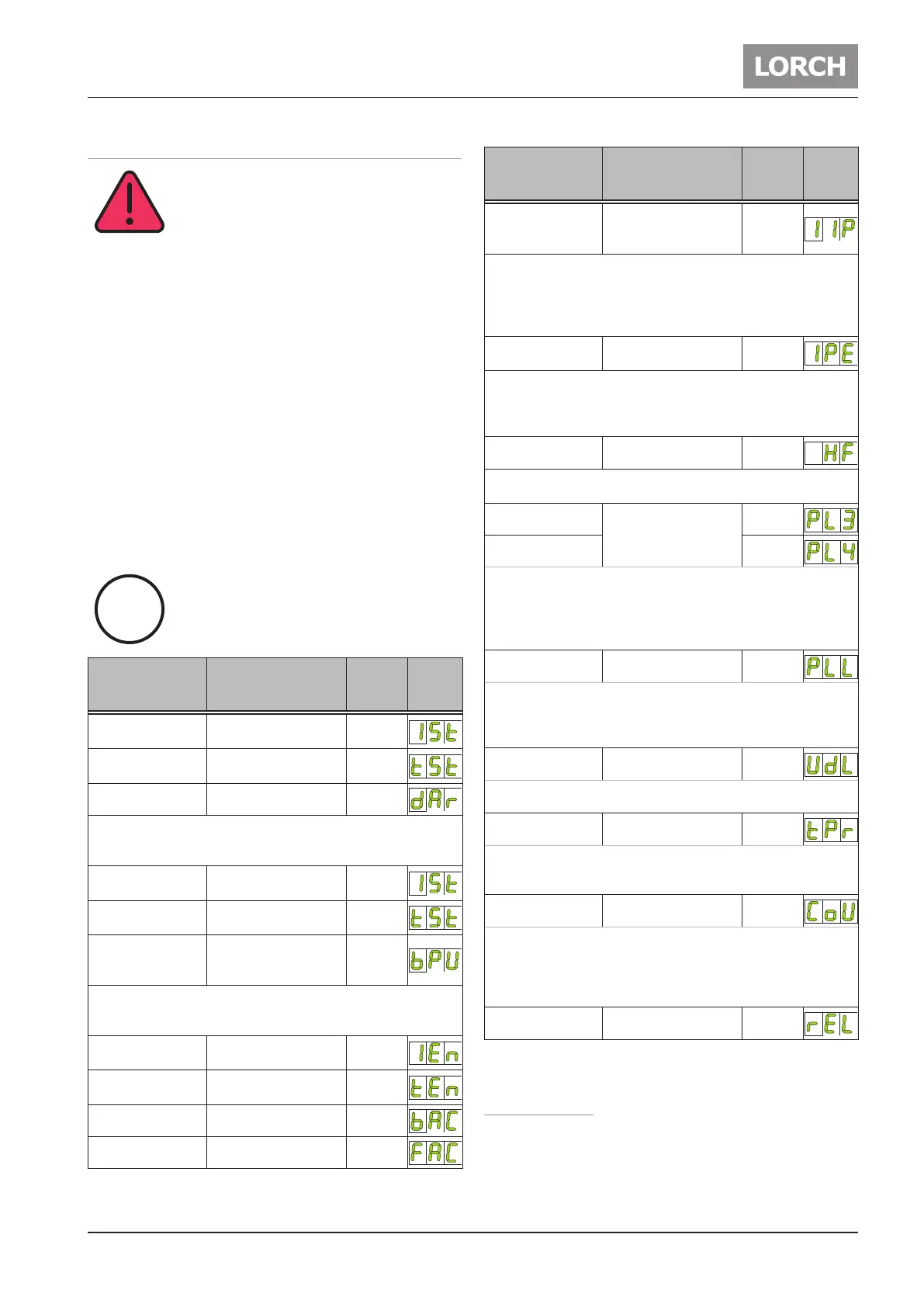
Parametro
Campo di
regolazione
Imposta
zioni di
fabbrica
LED /
Codice
Hot start IS
1
5 - 200 % della
corrente principale
125
Tempo di Hot start
tS
1
0 - 20 secondi 1,0
Dinamica dell’arco
1
0 - 200 % 100
La corrente di saldatura cresce automaticamente con la riduzione
della tensione di saldatura. La dinamica dell’arco indica la relazio-
ne tra la corrente principale e l’incremento automatico.
Corrente di
partenza
2
5 - 200 % della
corrente principale
50
Tempo corrente
di partenza
2
0 - 20 secondi 0,1
Rapporto
2
(solo
nella modalità
pulsato)
1 - 99 % 50
Indica il rapporto percentuale tra la corrente principale I1
e la corrente secondaria I2. Se il valore impostato è 30 il
rapporto è 30% I1 e 70% I2.
Corrente
nale
2
5 - 200 % della
corrente principale
25
Tempo di corrente
nal
2
0 - 20 secondi 0,2
Bilanciament AC
3
10 - 90 % 35
Frequenza AC
3
30 - 200 Hz 60
Parametro
Campo di
regolazione
Imposta
zioni di
fabbrica
LED /
Codice
Correzione corrente
terminale positiva
2,
3, 4
10 - 200 % 100
Inneschi usando la corrente terminale positiva garantiscono la
formazione della sfera sull’elettrodo di tungsteno nella saldatura
TIG AC. Per ciascun diametro elettrodo è impostata una corrente
terminale positiva. Questa corrente terminale positiva può essere
incrementata o ridotta in percentuale
Correzione picco di
innesco
2, 4
10 - 200 % 100
Il picco di innesco avviene dopo l’innesco per garantire una
stabilizzazione dell’arco. Per ciascun diametro elettrodo è
impostato un picco di innesco dierente. Questo picco di
corrente può essere incrementato o ridotto in percentuale.
HF On/O2 On - O On
L’innesco HF è un innesco senza contatto attraverso
un impulso di alta tensione
LED Powermaster 3
tutti i parametri
PowerMaster
I2
LED Powermaster 4 -
Per le torce PowerMaster delle serie i-LTG/i-LTW sono disponibili
due postazioni per parametri liberamente congurabili. A seconda
del tipo di apparecchio e della modalità operativa sono selezio-
nabili parametri diversi (vedere „14.4 Parametri PowerMaster“ a
pagina 232).
Blocco LED Power-
Master (lock)
OFF = spento,
On = acceso
OFF
Acceso: il tasto “Mode” delle torce delle serie i-LTG/i-LTW è blocca-
to. Premendo il tasto “Mode” per 2 sec. questo sarà sbloccato per
15 sec. Se durante i 15 sec. dello sblocco viene premuto il tasto
Start/stop, il tasto “Mode” sarà subito bloccato.
Blocco Up/down
(lock)
OFF = spento,
On = acceso
OFF
Acceso: durante la saldatura (I>0), i tasti Up/down sulle torce delle
serie i-LTG/i-LTW sono bloccati.
Protezione torcia
(Torch protect)
2
OFF = spento,
On = acceso
OFF
Acceso: utilizzando una torcia delle serie i-LTG/i-LTW, è possibile
impostare sulla saldatrice solamente una corrente di saldatura con
il carico ammissibile max. della torcia.
Rareddamento
sempre acceso
2
Aut = Auto,
On = acceso
Aut
Aut: l’unità di rareddamento a ricircolo d’acqua si accende/spe-
gne automaticamente.
Acceso: l’unità di rareddamento a ricircolo d’acqua si accende
dopo il 1° usso di corrente (I>0) e rimane accesa in maniera per-
manente.
Versione - -
Tab. 3: Parametri secondari
1)
Solo in modalità Elettrodo
2)
Solo in modalità TIG
3)
Solo in modalità TIG AC
4)
Impostazioni di fabbrica per elettrodi -0 2.4 mm
Per elettrodi -0 < 2.4 mm: Ridurre il valore del parametro,
per elettrodi-0 > 2.4 mm: Aumentare il valore del parametro
 Loading...
Loading...





