Uruchomienie
- 134 - 01.21909.2669.9-02
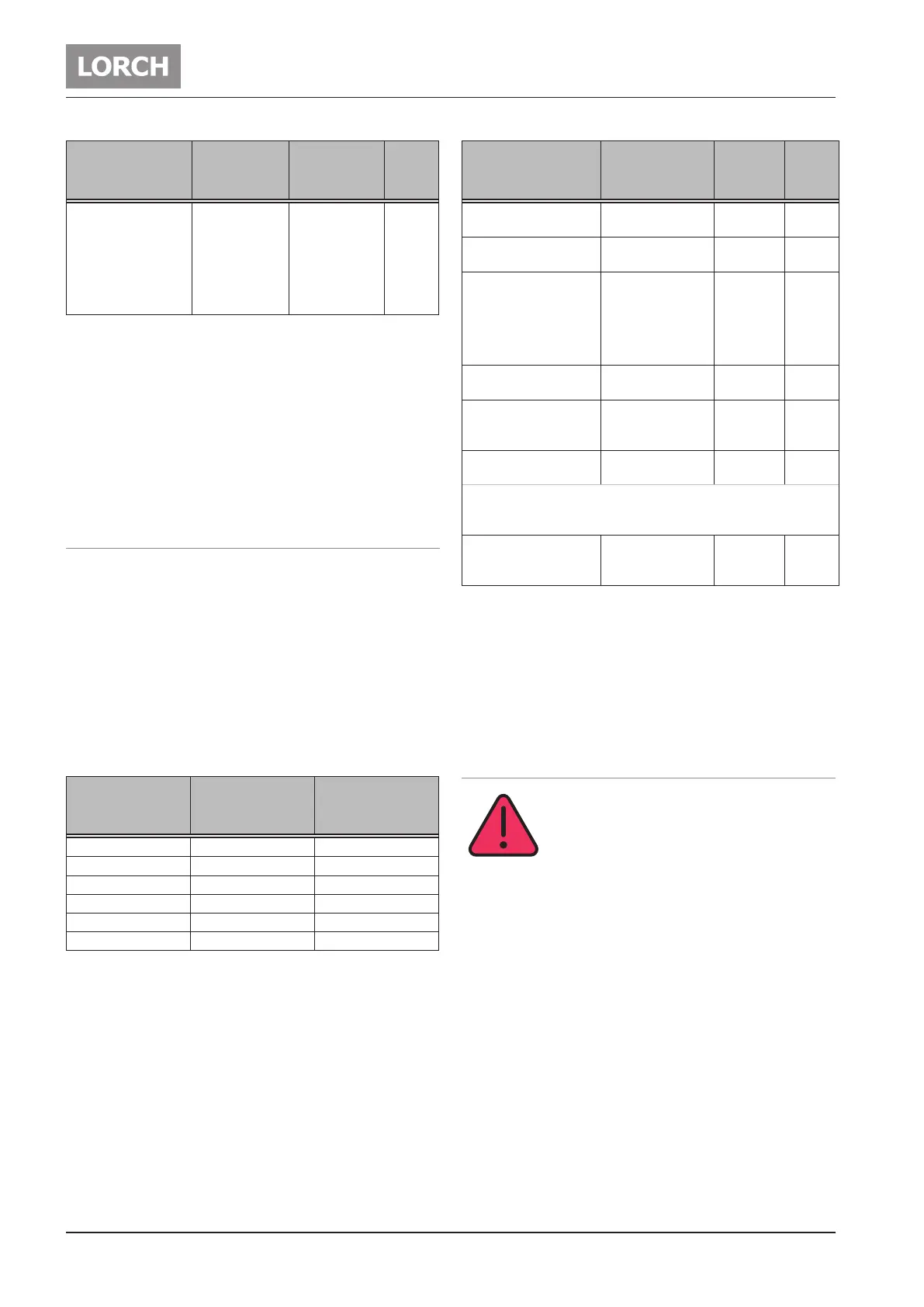
Parametr Przedział
Ustawienie
fabryczne.
Dioda
świe-
cąca
Prąd główny I1
100 37
T 180 10 - 150 A
T 220 AC/DC 10 - 170 A
T 220 DC 10 - 180 A
T 250 10 - 200 A
T 300 10 - 200 A
Tab. 1: Parametr główny
Ustawione fabrycznie wartości są optymalizowane automa-
tycznym układem regulacji parametrów.
Zwykle nastawy fabryczne odpowiadają większości dotyczą-
cych spawania instrukcji.
Dodatkowe możliwości dokonywania precyzyjnych ustawień
znajdą Państwo w rozdziale „14.3 Parametry dodatkowe“ na
stronie 134.
14.2 Procedura spawalnicza przy spawaniu
elektrodą wolframową w osłonie z ga-
zów obojętnych
 Wybrać przyciskiem 30 tryb spawania elektrodą wolframo-
wą z osłoną z gazów obojętnych (świeci się dioda elektro-
dy DC 31 lub elektrody AC 32).
 Za pomocą przycisku wybrać 47 żądany tryb pracy (świeci
się dioda trybu spawania 2-takt 44, dioda spawania 4-takt
45 lub dioda spawania impulsowego 46).
 Wciśnij klawisz Parametr główny 48 po prawej stronie na
dole aż pojawi się rządany parametr (świeci sie odpowied-
nia dioda LED 35 - 43).
 Ustaw przy pomocy gałki obrotowej 41 rządana wartość.
9 Spawarka jest obecnie gotowa do pracy.
Średnica
elektrod
[mm]
Zalecane natęże-
nie prądu DC [A]
Zalecane natęże-
nie prądu AC [A]
1,0 3 - 40 5 - 30*
1,6 15 - 130 20 - 90*
2,0 45 - 180 45 - 135*
2,4 70 - 240 70 - 180*
3,2 140 - 320 130 - 250*
4,0 220 - 450 200 - 320*
*) W zależności od typu elektrody i ustawienia parametru Ba-
land AC
Parametr Przedział
Ustawie-
nie fa-
bryczne.
Dioda
świe-
cąca
Czas przedłukowego
przepływu gazu
0,1 - 10 sekund 0,1 35
Wzrost prądu
(Upslope)
0 - 99 % 5 36
Prąd główny I1
100 37
T 180 3 - 180 A
T 220 3 - 220 A
T 250 5 - 250 A
T 300 5 - 300 A
Prąd wtórny I2
1 - 200 % prądu
głównego
50 40
Częstotliwość impul-
sów
(tylko w trybie
pracy impulsowej)
0,2 - 2000 Hz
(Obraz
0,2 - 2,0t)
5 39
Spadek prądu
(Downslope)
0 - 500 % 20 42
W trybie spawania impulsowego prądem stałym z Feed lub Control
występuje zjawisko synchronizacji. Spadek zasilania prądem zaczy-
na się zawsze wraz z I2 niezależnie od aktualnego stanu I1 lub I2.
Skorygowanie czasu
połukowego przepły-
wu gazu
20 - 500 % 100 43
Tab. 2: Parametr główny
Ustawione fabrycznie wartości są optymalizowane automa-
tycznym układem regulacji parametrów.
Zwykle nastawy fabryczne odpowiadają większości dotyczą-
cych spawania instrukcji.
Dalsze możliwości precyzyjnego ustawienia przedstawiono w
rozdziale 13.3 „Parametry dodatkowe”.„14.3 Parametry dodat-
kowe“ na stronie 134.
14.3 Parametry dodatkowe
Ryzyko porażenia prądem elektrycznym!
Przy wybranym parametrze dodatkowym
zapłonu HF na palniku występuje wysokie
napięcie zapłonu.
Nigdy nie dotykać elektrody do spawania lub
elementów przewodzących napięcie spawalni-
cze przy włączonym urządzeniu.
Parametry wtórne ustawia się oddzielnie:
 Wciskać tak samo krótko przyciski 30 i trybu pracy 47.
9 W 7-segmentowym wyświetlaczu 38 będzie się naprze-
miennie ukazywać kod wybranego parametru wtórnego
i jego wartość.
 Należy wciskać przycisk parametru głównego tak długo 48
aż nie pojawi się żądany parametr.
 Przyciskiem obrotowym należy ustawić 41 żądaną wartość
parametru.
 Wcisnąć na krótko przycisk procedur spawania 30 lub try-
bu pracy 47, aby omawiany tu tryb zakończyć.
9 Zmienione wartości zostaną przejete.
 Loading...
Loading...





