6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 152 -
040.077 Ec.0
35
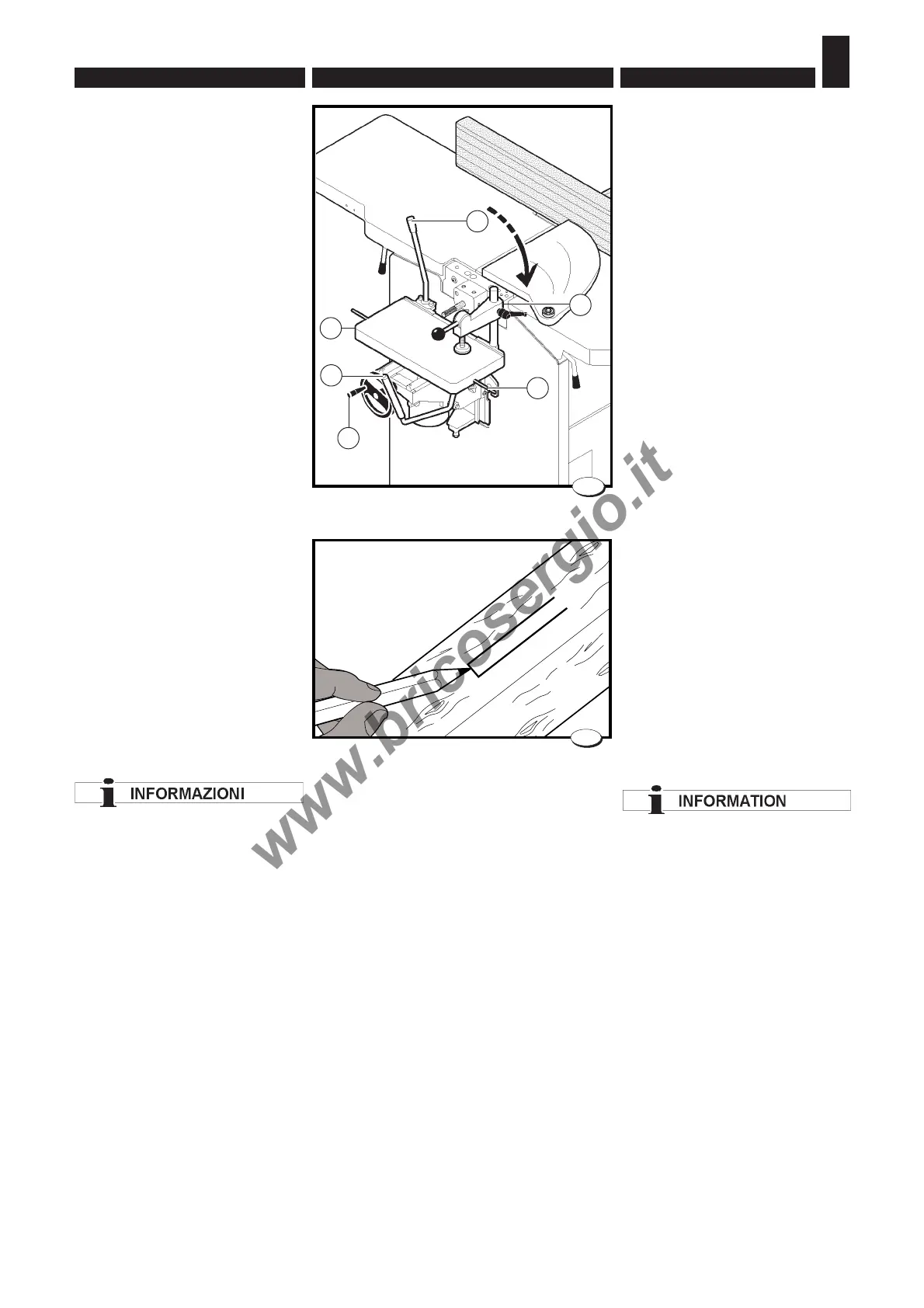
Con la cavatrice, o mortasa, si
possono eseguire fori e asole
(bedanature) cieche o passanti.
Per fori non passanti occorre regi-
strare la corsa del pianetto A
(fig. 34) in profondità:
– posizionare il pezzo sul piano
mandandolo in battuta e fissarlo
tramite pressore B;
– posizionare il piano in altezza
tramite volantino accessorio C;
– provare la corsa in avanti trami-
te la leva F e registrare la battu-
ta di profondità tramite il pomello
sotto il piano.
Per bedanature non passanti oc-
corre registrare la corsa in profon-
dità, come già visto, e la corsa
orizzontale del pianetto:
– segnare a matita sul pezzo la
zona della cava da eseguire
(fig. 35);
– posizionare il pezzo sul piano e
fissarlo con pressore B (fig. 34);
– posizionare il piano in altezza
tramite volantino accessorio C;
– provare la corsa orizzontale tra-
mite leva D in funzione della cava
da eseguire e registrare di con-
seguenza le battute laterali E tra-
mite i pomelli sotto il piano.
Per le bedanature
occorre eseguire una serie di fori
vicini, poi facendo traslare il
piano tramite la leva (D), si
pulisce completamente
l’interno della cava.
With the use of slotter it is possible
to carry out holes and slots both
dead or through.
In the case of dead holes you have
to adjust the stroke of additional
table A (fig. 34):
– place the workpiece on the table
stopping it and tightening it by
means of the presser B;
– adjust the table height by means
of headwheel C;
– check the forward stroke by lever
F, adjust the depth stop by means
of knob under the table.
In the case of dead slots adjust
the stroke depth as already seen
and the horizontal stroke of the
additional table:
– mark on the workpiece the
area where you want to carry
out the slot (fig. 35);
– set the workpiece on the table
and clamp it with presser B
(fig. 34) ;
– adjust the table height with
handwheel C;
– check horizontal stroke with
lever D, adjust stops E by
knobs under the table.
To carry out slots, it is necessary
to drill a row of holes, then,
moving the table by means of the
lever (D), the inside of the slot is
thoroughly cleaned.
A
F
C
E
B
D
028_110_0.tif
34