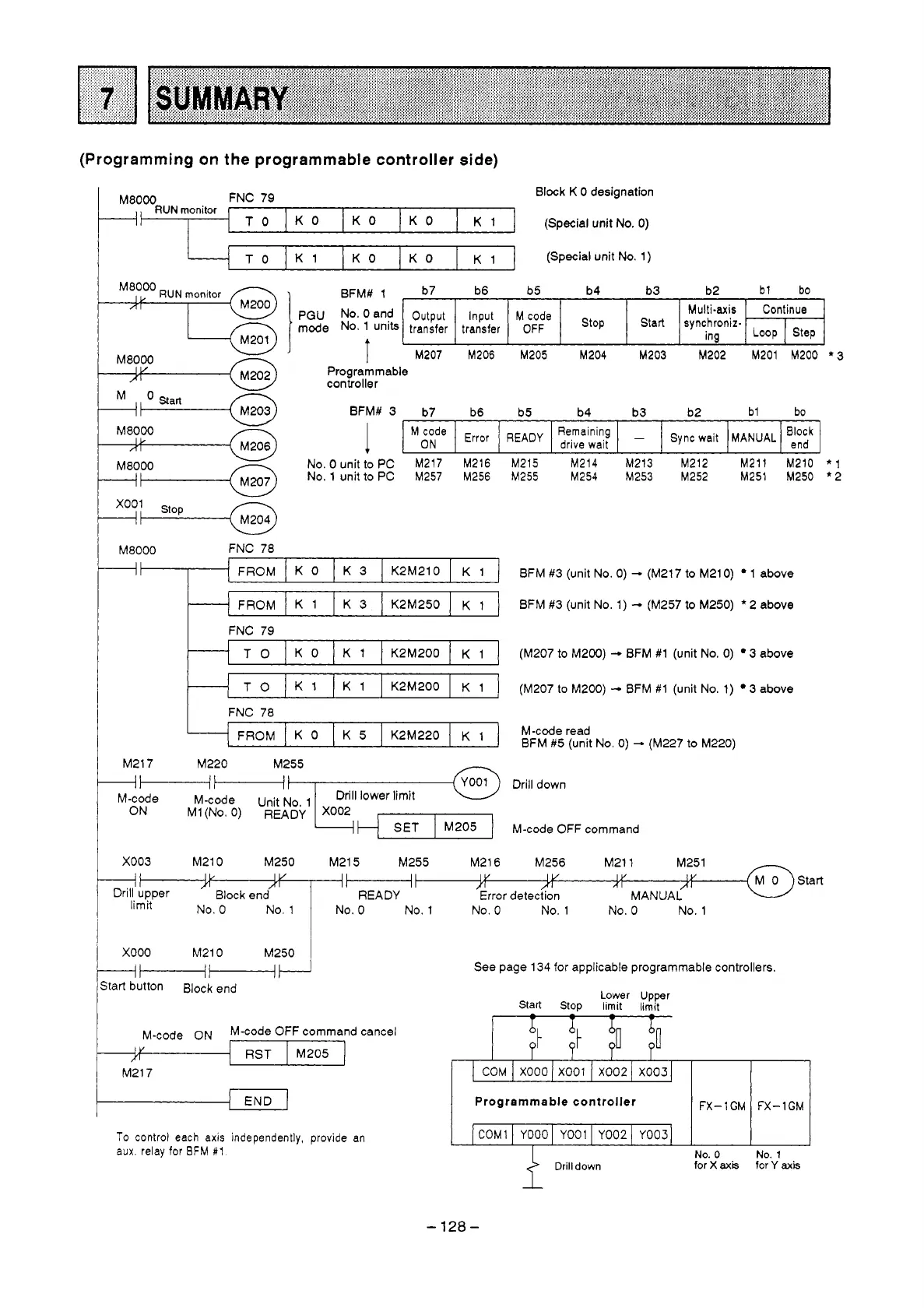
(Programming on the programmable controller side)
M8000 FNC 79
Block K
0
designation
+I
RUN monitor
TO
(Special unit No. 1)
K1
(Special unit No.
0)
K1
KO KO
KO
-
TO
KO
I
KO K1
M8000
RUN
monitor BFM# 1 b7 b6 b5 b4 b3 b2
bl
bo
Multi-axis
Continue
PGU No.
0
and
OFF
transfer
transfer
mode No. 1 units
.
Start
Stop
M
code
Input
Output
4
ing
Loop Step
M8000
I
M207
M206
M205
M204 M203 M202
M201
M200
*3
IV
A'
M202
controller
Programmable
AIL8
BFM# 3 b7 b6 b5 b4 b3 b2
bl
bo
M8000
IL
AI
I
ION1
M
code
Error
-
Remaining
READY
drive wait
1
Sync
wait
jMANUAL
1
B;:C,~
M8000
No,
0
unitto PC M217
M216
M215
M214
M213
M212 M211
M210
*1
No.
1
unit to PC
M257
M256
M255
M254
M253
M252
M251
M250 *2
-+I
W
-+I
xool
stop
M8000 FNC 78
--
BFM #3 (unit No.
0)
-
(M217
to
M210) 1 above
BFM
#3
(unit No. 1)
+
(M257
to
M250)
*
2 above
(M207
to
M200)
-
BFM #1 (unit No.
0)
3 above
(M207
to
M200)
-+
BFM #1 (unit No. 1) 3 above
M-code read
BFM #5 (unit No.
0)
-
(M227 to M220)
M217 M220
Drill down
M-code OFF command
X003 M210 M250 M215 M255 M216 M256 M211
M251
+'TOXOT~?N~.
1
Drill upper
limit
Block end Error detection MANUAL
No.
0
No.
1
No.
0
No.
1
I
rY
/(I
AI
/r'
IV
Y
IY
M-code
ON
M-code OFF command cancel
iV
/I
RST
M205
M217
-1
END
To
control each axis independently, provide an
aux.
relay
for
8FM
#1
See page 134 for applicable programmable controllers.
Lower
Upper
Start
Stop
limit
limit
-
-
I
T
T
T
T
Programmable controller
COMl
YO00
I
YO01
I
YO02
1
YO03
<>
Drill
down
for
X
axis
for
Y
axis
No.
0
No.
1
-
128-
 Loading...
Loading...







