2-233MACHINE OPERATIONS OPERACIONES DE MECANIZADO
9-21 M90 Simultaneous Spindle/Rotary Tool Spindle Operation Mode ON
M91 Simultaneous Spindle/Rotary Tool Spindle Operation Mode OFF
M290 Simultaneous Spindle 2/Rotary Tool Spindle Operation Mode ON
M291 Simultaneous Spindle 2/Rotary Tool Spindle Operation Mode OFF
M90 Modo de funcionamiento simultáneo del husillo/herramienta giratoria ACTIVADO
M91 Modo de funcionamiento simultáneo del husillo/herramienta giratoria
DESACTIVADO
M290 Modo de funcionamiento simultáneo del husillo 2/herramienta giratoria ACTIVADO
M291 Modo de funcionamiento simultáneo del husillo 2/herramienta giratoria
DESACTIVADO
The M90 and M290 commands are used to rotate
the spindle and the rotary tool spindle simultaneously
to machine a hole at the center of the spindle (work-
piece) at a proper cutting speed if necessary cutting
speed cannot be obtained by rotating only the spin-
dle or the rotary tool spindle.
Las instrucciones M90 y M290 se utilizan para girar el husillo y
el husillo de herramienta giratoria simultáneamente para
mecanizar un agujero en el centro del husillo (pieza) a una
velocidad de corte adecuada si la velocidad de corte necesa-
ria no puede obtenerse girando solo el husillo o el husillo de
herramienta giratoria.
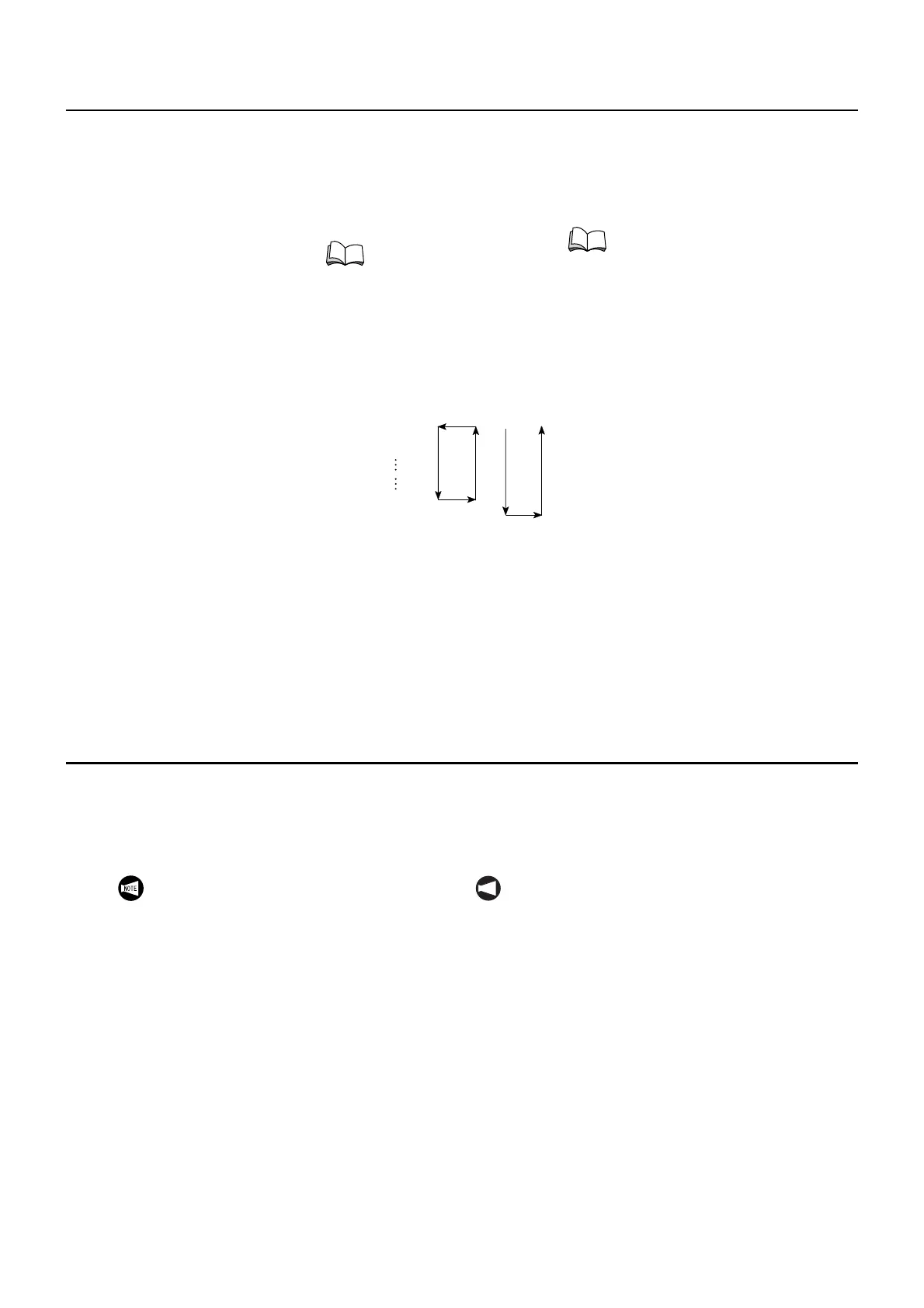
/M99; . . . . . . . . . . . . . . . . . Until the program O1 is executed 100
times, the block delete function is
invalid and the "M99;" block is
executed.
The cursor returns to "O1", the start of
the program and the program is
executed continuously.
In the execution of the program at the
100th time, the block delete function is
made valid and the "M30;" block is
executed by skipping the "M99;" block.
Hasta que el programa O1 se haya ejecutado
100 veces, la función de borrado de bloque
estará invalidada y se ejecutará el bloque "M99;".
El cursor regresa a "O1" y se ejecuta
continuamente el inicio del programa y el
programa.
Durante la ejecución del programa con centésima
vez, la función de borrado de bloque se valida y
se ejecuta el bloque "M30;" saltando el bloque
"M99;".
M30;
For the function of M99
code, refer to "M98/198
Sub-Program Call M99
Return from Sub-Program
End" (page 2-235).
Si desea obtener más información
sobre la función del código M99,
consulte "M98/198 Llamada al
subprograma M99 Finalización del
subprograma" (página 2-235).
1 - 99
100
O1;
M89;
/M99;
M30;
1. The M90 and M91 commands can be
used only for the MC type and the Y-axis
specification machines.
2. The M290 and M291 commands can be
used for MC and Y-axis specification
machines with headstock 2 specifications.
3. When determining a feedrate of the rotary
tool, the sum of the spindle speed and the
rotary tool spindle speed must be used as
the revolutionary speed of the rotary tool.
4. The block where the M90 or M290 com-
mand is specified must always contain the
rotary tool spindle speed command.
Unless the rotary tool spindle speed is
specified in such a block, the rotary tool
spindle rotates at the spindle speed speci-
fied in a previous block.
NOT A
1. Las instrucciones M90 y M91 únicamente podrán
emplearse únicamente para las máquinas de tipo
MC y con especificación del eje Y.
2. Las instrucciones M290 y M291 podrán utilizarse
para las máquinas MC y con especificación del
eje Y con especificaciones de cabezal fijo 2.
3. Al determinar una velocidad de avance de la
herramienta giratoria, la suma de la velocidad del
husillo y la velocidad del husillo de herramienta
giratoria deberá utilizarse como la velocidad de
revoluciones de la herramienta giratoria.
4. El bloque donde se especifica la instrucción M90
o M290 deberá contener siempre la instrucción
de velocidad del husillo de herramienta giratoria.
A no ser que se especifique en este bloque la
velocidad del husillo de herramienta giratoria, el
husillo de herramienta giratoria gira a la velocidad
especificada en un bloque anterior.
 Loading...
Loading...