2-363MACHINE OPERATIONS OPERACIONES DE MECANIZADO
18-5 G74 Face Cut-Off, Grooving Cycle and Deep Hole Drilling Cycle
G75 O.D./I.D. Grooving Cycle, Cut-Off Cycle
G74 Tronzado de cara, ciclo de ranurado y ciclo de taladrado de agujero profundo
G75 D.E./D.I. ciclo de ranurado, ciclo de tronzado
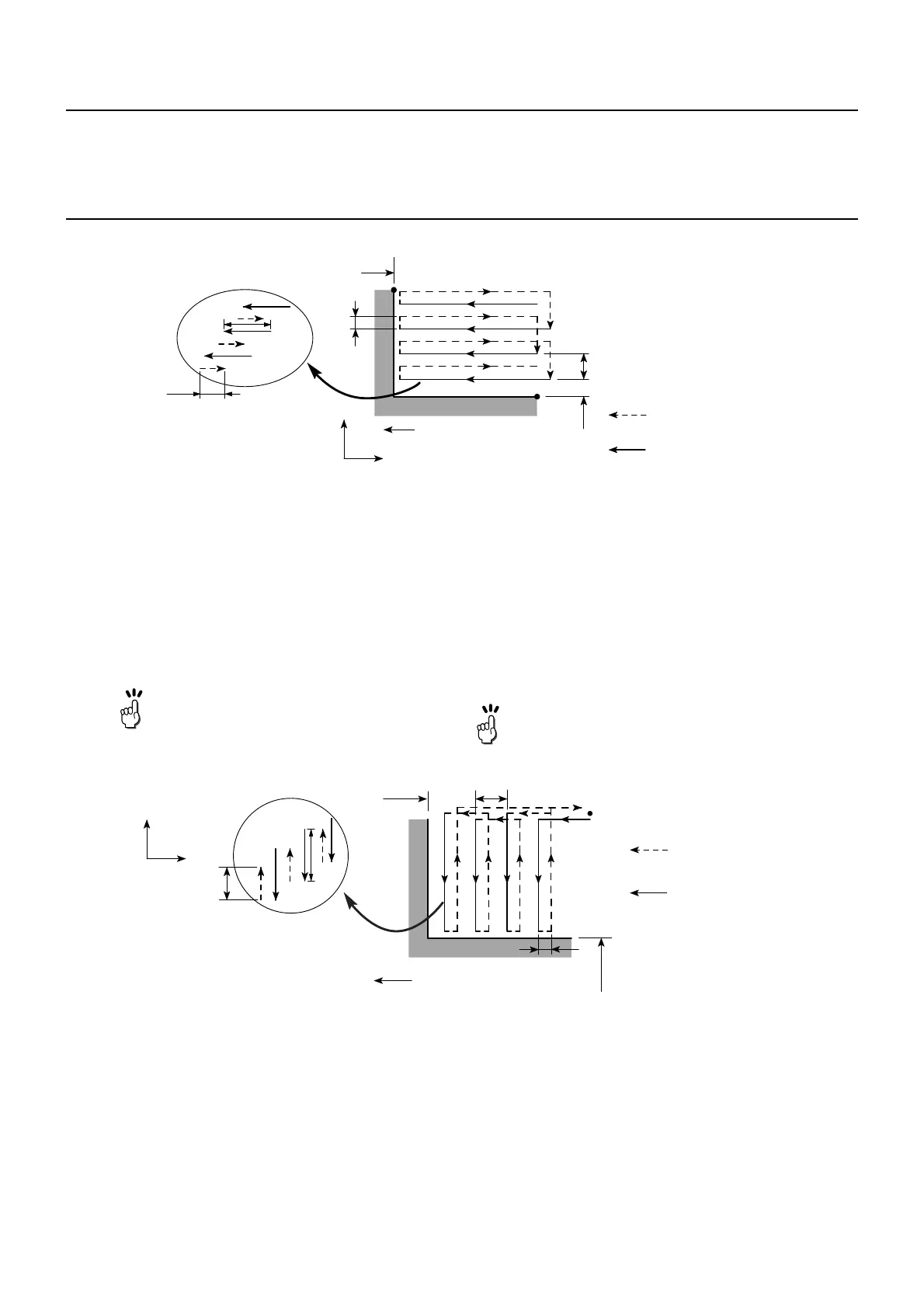
<G74>
In the cycle called up by the G74 command, intermit-
tent feed with a fixed infeed distance is repeated
along the Z-axis.
After the infeed by "Q", the tool returns by "R(1)" then
the next infeed is repeated.
By repeating this infeed and retraction pattern, it is
possible to carry out cutting without applying exces-
sive force to the tool.
En el ciclo llamado mediante la instrucción G74, el avance
intermitente con una distancia de avance fijo se repite en el
eje Z.
Tras el avance mediante "Q", la herramienta regresa
mediante "R(1)" y, a continuación, se repite el siguiente
avance.
Al repetir este patrón de avance y de retroceso, se podrá rea-
lizar el corte sin necesidad de aplicar una fuerza excesiva a la
herramienta.
<G75>
In the cycle called up by the G75 command, intermit-
tent feed with a fixed infeed distance is repeated
along the X-axis.
After the infeed by "P", the tool returns by "R(1)" then
the next infeed is repeated.
By repeating this infeed and retraction pattern, it is
possible to carry out cutting without applying exces-
sive force to the tool.
En el ciclo llamado mediante la instrucción G75, el avance
intermitente con una distancia de avance fijo se repite a lo
largo del eje X.
Tras el avance mediante "P", la herramienta regresa mediante
"R(1)" y, a continuación, se repite el siguiente avance.
Al repetir este patrón de avance y de retroceso, se podrá rea-
lizar el corte sin necesidad de aplicar una fuerza excesiva a la
herramienta.
X
Z
Q
R(1)
R(2)
Z
P
X
(R(1): Return amount, to be set for parameter #8056)
Details of Intermittent Infeed
Rapid Traverse
Avance rápido
Cutting Feed
Avance cortante
(R(1): Cantidad de retorno, se ajustará para el parámetro #8056)
Detalles del avance intermitente
Intermittent Feed
Avance intermitente
If the interval along the X-axis is omitted in the
program, the cycle can be used for the deep
hole drilling cycle.
Si se omite el intervalo a lo largo del eje X en el
programa, podrá utilizarse el ciclo para el ciclo de
taladrado de agujero profundo.
P
X
Z
X
R(2)
Z
Q
R(1)
Rapid Traverse
Avance rápido
Cutting Feed
Avance cortante
Intermittent Feed
Avance intermitente
(R(1): Cantidad de retorno, se ajustará para el parámetro #8056)
Detalles del avance intermitente
(R(1): Return amount, to be set for parameter #8056)
Details of Intermittent Infeed
 Loading...
Loading...