2-395MACHINE OPERATIONS OPERACIONES DE MECANIZADO
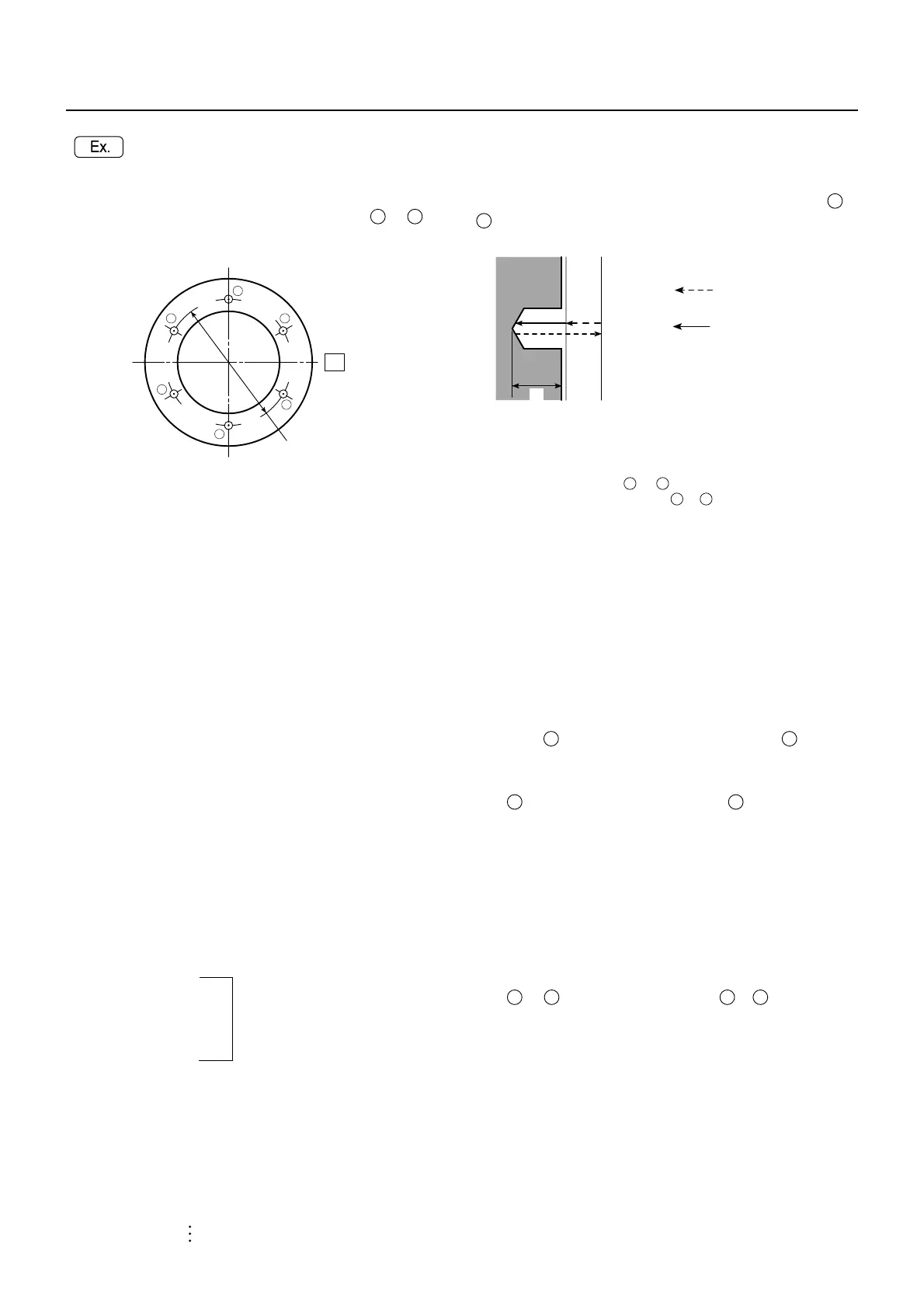
Programming using the end face spot drilling
cycle
To carry out deep hole drilling cycle at to .
Programación mediante el ciclo punteado de cara extrema
Para realizar un ciclo de taladrado de orificio profundo en a
.
1 6
1
6
O1;
N1;
G98;. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Specifying the feed per minute
mode
Especificación del modo de
avance por minuto
M45;. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Connecting the spindle or
spindle 1 as the C-axis
Conexión del husillo o del
husillo 1 como eje C
G28 H0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Returning the C-axis to the
machine zero point
Regreso del eje C al punto cero
de la máquina
G00 T0101;
G97 S1000 M13; . . . . . . . . . . . . . . . . . . . . . . . . Starting the rotary tool spindle in
the normal direction at
1000 min
−1
Puesta en marcha del husillo en
la dirección normal a
1000 min
−1
X150.0 Z30.0 C30.0; . . . . . . . . . . . . . . . . . . . . .
Positioning at (X150.0,
C30.0) and initial point (Z30.0)
at a rapid traverse rate.
Posicionamiento en (X150.0,
C30.0) y punto inicial (Z30.0) a
un ritmo de travesía rápido.
G83 Z−5.0 R−27.0 F100; . . . . . . . . . . . . . . . . . . Execution of face spot drilling
cycle at .
Ejecución de ciclo de punteado
de cara en .
• Z−5.0 . . . . . . . . . . . . . .
Z coordinate value of
point Z
• R−27.0 . . . . . . . . . . . . .
Specifies the distance
and direction from initial
point to point R.
• F100 . . . . . . . . . . . . . . .
Feedrate of 100 mm/min
• Z−5.0 . . . . . . . . . . . . . .
Valor de coordenadas Z
del punto Z
• R−27.0 . . . . . . . . . . . . .
Especifica la distancia y
la dirección desde el
punto inicial y hasta el
punto R.
• F100 . . . . . . . . . . . . . . .
Velocidad de avance de
100 mm/min
C90.0; . . . . . . . . . . . . . . . . . . . . . . . . . . .
C150.0;
C210.0;
C270.0;
C330.0;
Executing the side spot drilling
cycle at to .
Ejecución del ciclo de punteado
lateral en a .
G80; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Canceling the side spot drilling
cycle mode
Cancelación del modo de ciclo
de punteado sobre una
superficie lateral.
G00 X200.0 Z100.0 M05; . . . . . . . . . . . . . . . . . . Stopping the rotary tool spindle Detención del husillo de
herramienta giratoria
M46; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Canceling the C-axis connection Cancelación de la conexión del
eje C
G99; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Specifying the feed per
revolution mode
Especificación del modo de
avance por revolución
M01;
6
5
4
3
2
1
P.C.D 150
210°
150°
330°
30°
C0
90°
270°
5
Z3.0
(Point R)
Z3.0
(Punto R)
Movement by G83 at to
Movimiento mediante G83 en a
1 6
1 6
Z30.0
(Initial Point)
Z30.0
(Punto inicial)
Rapid Traverse
Avance rápido
Cutting Feed
Avance de corte
1 1
1 1
2 6 2 6
 Loading...
Loading...