en-938821/2 5 - 69
CNC Operation
5
5.8 Inch/Metric Unit Selection
The internal system unit defined by word N2 of machine parameter P4 (See Parameter Manual) is a multiple or
submultiple of the micrometre.
Values contained in display pages and movement programming functions can be expressed in either millimetres or
inches.
5.8.1 Display Unit Selection
The display unit used depends on the state of bit C_UNIT (See Automatic Control Function Programming Manual and
Appendix D) of the PLC memory:
- when C_UNIT = 0, the unit used is the millimetre,
- when C_UNIT = 1, the unit used is the inch.
5.8.2 Programming Unit Selection
The unit to be used in programmed coordinates is defined by two G functions which are mutually exclusive:
- with G70, the unit used is the inch,
- with G71, the unit used is the millimetre.
One of these functions is automatically initialised upon power up or when the status returns to M02 (depends on bit
3 of word 0 of machine parameter P7, see Parameter Manual), but the other function can be selected during
programming.
5.8.3 Consequences of Unit Selection on Values
The formats indicated in the table give the following information:
- a + sign at the beginning denotes an algebraic value (+/-),
- a 0 indicates that leading zeros can be omitted (e.g. 5 = 005),
- the first digit different from 0 gives the number of digits before the decimal point,
- the last digit gives the number of decimal digits.
The formats specified are valid when the internal system unit is the micrometre.
When the internal unit is different, the decimal point is shifted right by the number of powers of 10 between the internal
unit and the micrometre (left if negative). For instance, if the internal unit is 10
-1
micrometre, format 053 becomes 044
(decimal point shifted one step left).
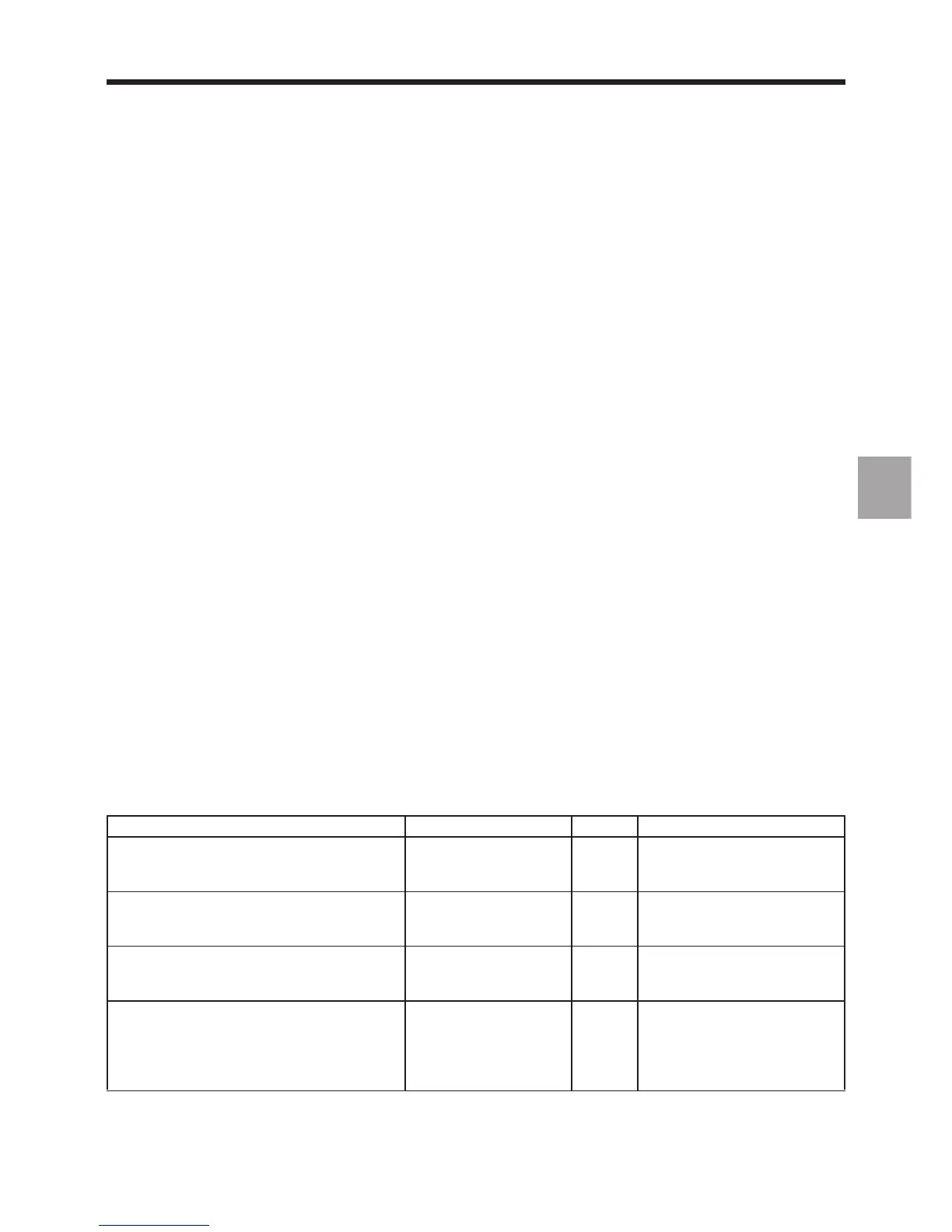
Value Unit Format Remarks
Shifts (DAT1, DAT2, DAT3) displayed mm if C_UNIT = 0 +053
in the shift page (See 4.3) or entered inches if C_UNIT = 1 +044
via the keyboard
Tools offsets (X, Z and R) displayed on mm if C_UNIT = 0 +043
the tool offset page (See 4.4) or entered inches if C_UNIT = 1 +034
from the keyboard (See 5.2.2.2)
Dimensions of the preset displayed mm if C_UNIT = 0 +043
and entered via the keyboard in inches if C_UNIT = 1 +034
tool setting mode (See 5.2.2.1)
Tool wear offsets (DX and DZ) displayed mm if C_UNIT = 0 +013 maximum: 0.999
in wear offsets pages (See 4.4) or entered inches if C_UNIT = 1 +014 maximum: 0.0393
via the keyboard (See 5.2.2.4) values in inches rounded
off to the nearest value
of the internal unit