The algorithms take into account several
factors:
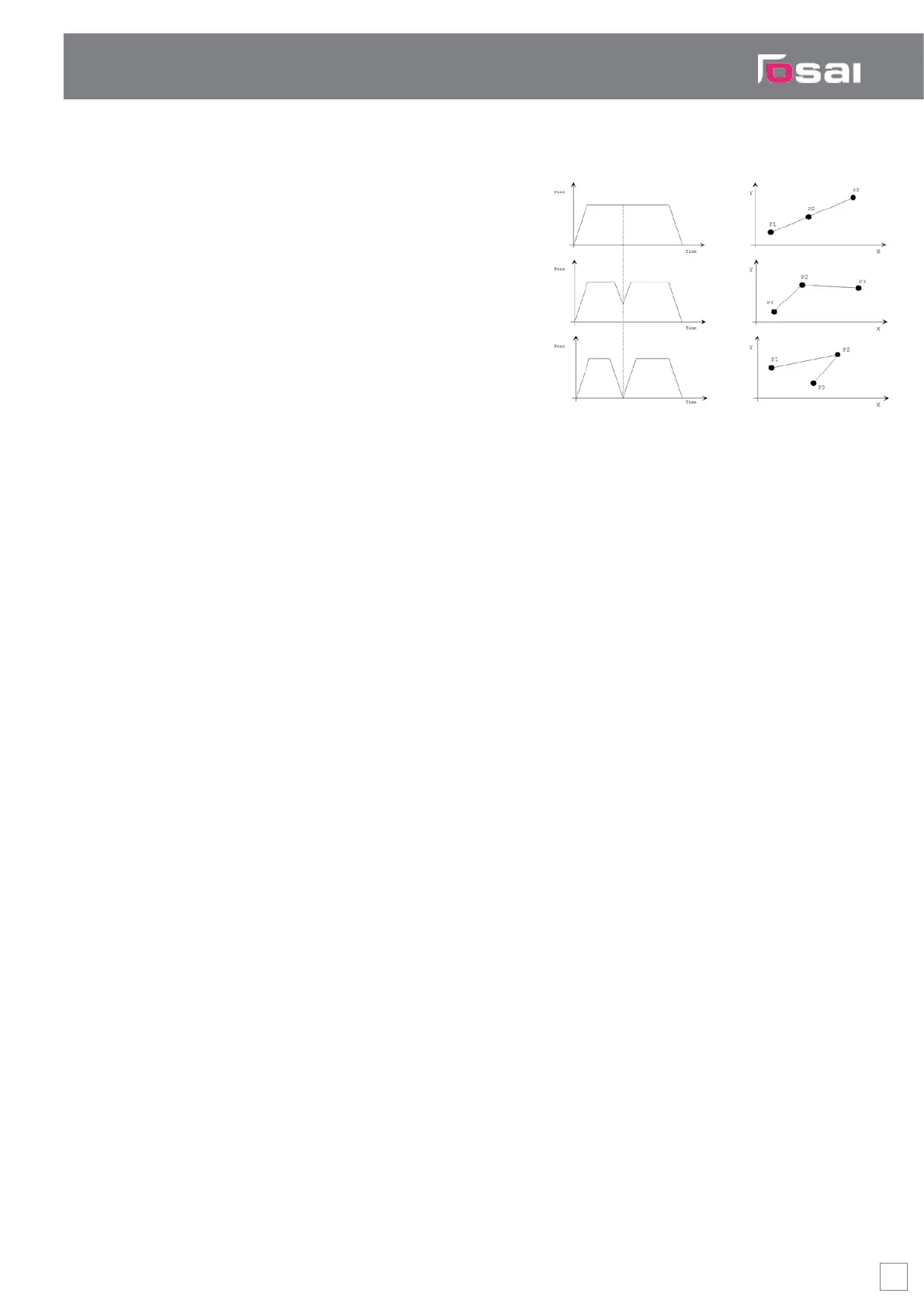
Maximum speed change allowed on
each axis
Jerk of each axis in the transition
from linear to circular blocks (linear/
circular, circular/linear, circular/
circular) in the case of tangent blocks
Forecasting and control of the radius
of curvature of the profile
Control of the shape error when the
filters are active
Axes motion lters (FLT)
In order to increase speed on the prole and to reduce machine mechanical vibrations,
with OPENcontrol it is also possible, through the FLT command (accordingly with velocity
leap axes parameter), to congure and to enable lters acting on the geometry and on
the dynamics of axis movements. With this type of lters, it is possible to average all the
points and speeds transmitted to the servo ampliers. This feature makes it possible to
improve dynamic behaviour on the electromechanical system when a program composed
by a series of small axis steps is executed.
Velocity and Acceleration Feed Forward (VFF and AFF)
The VFF and AFF, that can be dynamically enabled and disabled, are managed by the servo-
loop, according with the servo-drive, and allow the acceleration and the speed to be strongly
controlled, as well as the position, to reduce the following error to virtually zero. The result is
the complete control of the axes for a great surface nishing of the machined part.
Tangential axis control (AXT)
The tangential control enables the automatic control of a rotary axis. The axis is rotated
to maintain constant orientation towards the prole. Specically designed for stone
machining, it is often used to automatically maintain a saw or diamond wheels tangential
to the prole.
Constant or Variable Pitch, Multi-start, Threading (G33)
OPENcontrol has cylindrical, taper, or face threading cycles with constant or variable
pitch. The threading motion is synchronized with spindle rotation.
The R parameter in a G33 block enables multi-start threading, starting the motion of
the axes from an angular position that varies according to the programmed R value.
This permits easy programming of the threads, always starting from the same linear axis
position.
Feedrate diagram in continuous mode
(G27) with Look Ahead enabled
OPENcontrol Technical overview
19