Active Reset
This feature allows a program block
that is currently in execution to
be cancelled and to automatically
adjust the prole in order to resume
execution from the subsequent block.
Active reset is enabled by the machine
logic and the part program.
Active Reset
Part Program execution time estimation
In order to estimate the machining cost, OPENcontrol can rapidly simulate the whole Part
Program. When simulation is done, information provided are:
Total execution time of the program
Working times (operations made with G1/G2/G3...)
Positioning times (times in G0/G10)
Technology execution times (times of the functions M, S, T)
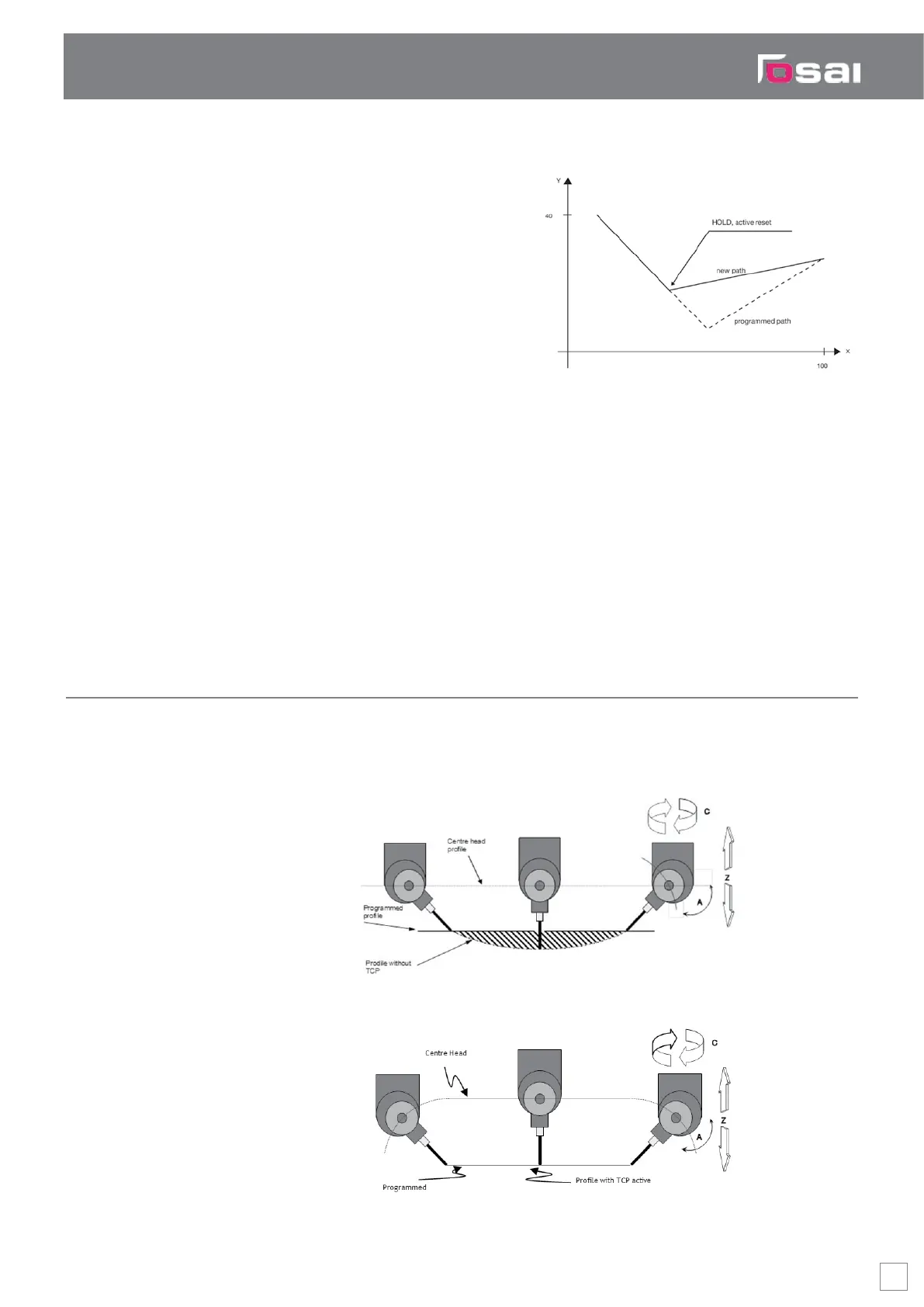
Tool Centre Point (TCP)
The functionality of Tool Centre Point, greatly simplies the programming of the 5 axes
machines (3D) by automatically managing the movement of the axes to keep the tool tip
in the programmed position taking care of the machine kinematic.
Programming without TCP
Programming with TCP
OPENcontrol Technical overview
21