Motion Features
Axes Migration and Sharing
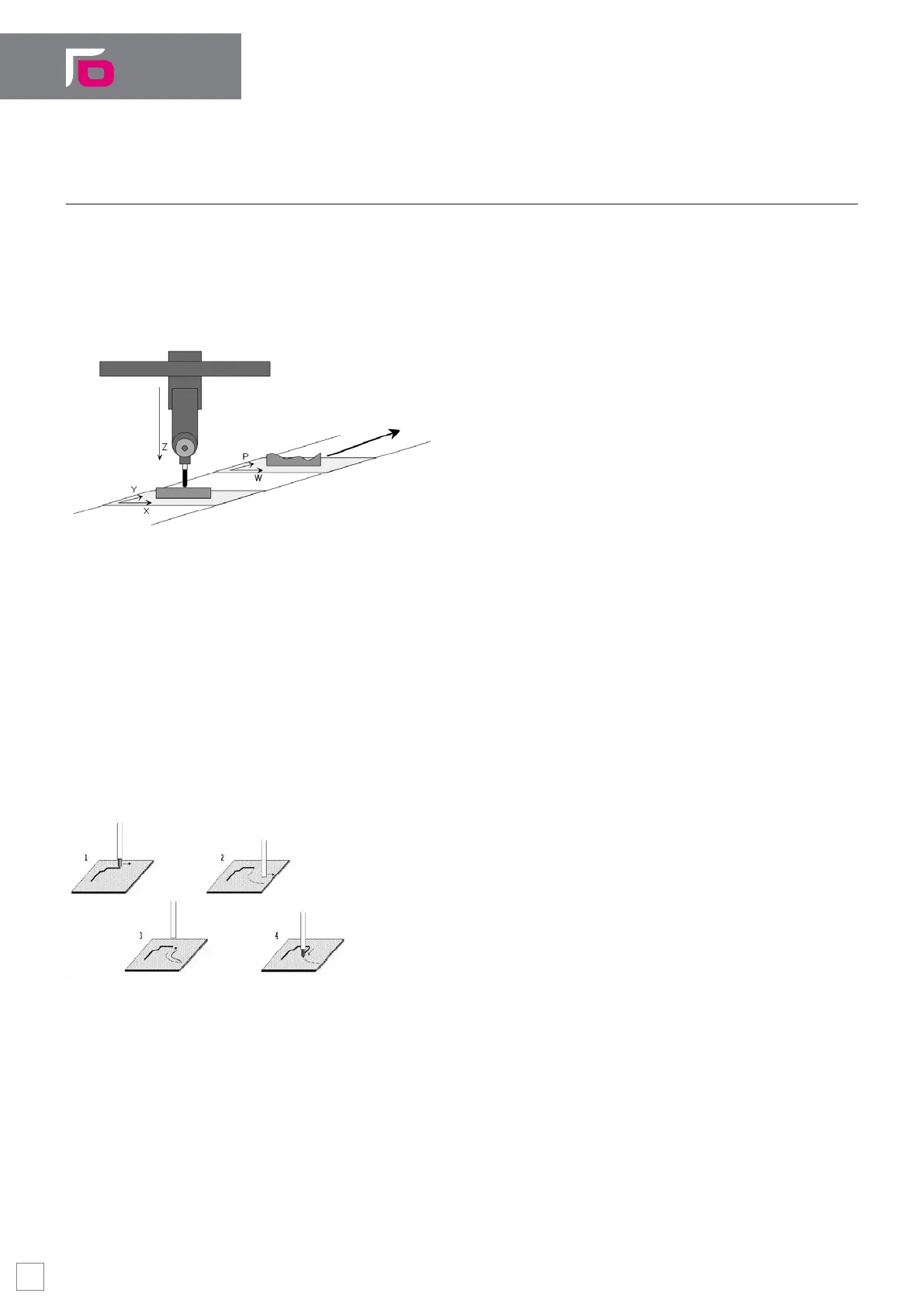
This feature allows axes control to be moved between two different processes. In this
way each process selects and uses only the axes it needs for a specic machining cycle.
For example, axes migration can be used in a dual-table
machine where one table is involved in machining while the
other is loading or unloading the part. In this example, the
Z axes is cyclically migrated to the process machining a new
piece while the other process is unloading the completed
part and loading a blank.
Shared axes are similar to migrated axes but the owner
of the axes remains unchanged (the process) while the
PLC, gaining the control of the axes, can interpolate them
concurrently with the owner process. e.g. a reciprocating
table on a grinding machine can switch between standard
reciprocation mode to full axis interpolation.
Zero Shift
OPENcontrol CNCs have two “zero shift” registers that can modify “on the y” and in
real-time, the physical axis position, even overlapping the programmed motion, while
the axis is moving. These registers are managed by the machine logic and allows the
implementation of many features like “automatic tool height control”, “grinding wheel
wear management” etc.
Multi Block Retrace
With this feature OPENcontrol can retrace (execute back and forth)
a number of motion blocks, congurable from 1 to 128, of the part
program.
It is an operation often required in oxy-fuel or plasma cutting processes,
where the ame can extinguish or in electro discharge machines when
the wire breaks during path execution. To resume cutting from the exact
point where the interruption occurred it is necessary to retrace the path
in the opposite direction for a certain number of motion blocks.
Memory Block Search (Program restart)
Memory Search restarts the program execution from the point where it stopped, for
example due to a power failure.
The parameters identifying the last cycle executed are stored and continuously updated by
OPENcontrol during the program execution. By using these parameters, when rebooting,
the control can start the automatic search by simulating the program execution up to the
breakpoint, from where the machining restarts. The same cycle can be also manually set
by dening initial and nal program blocks using data-entry.
Axes migration example
Software Key Features
20