Page 45
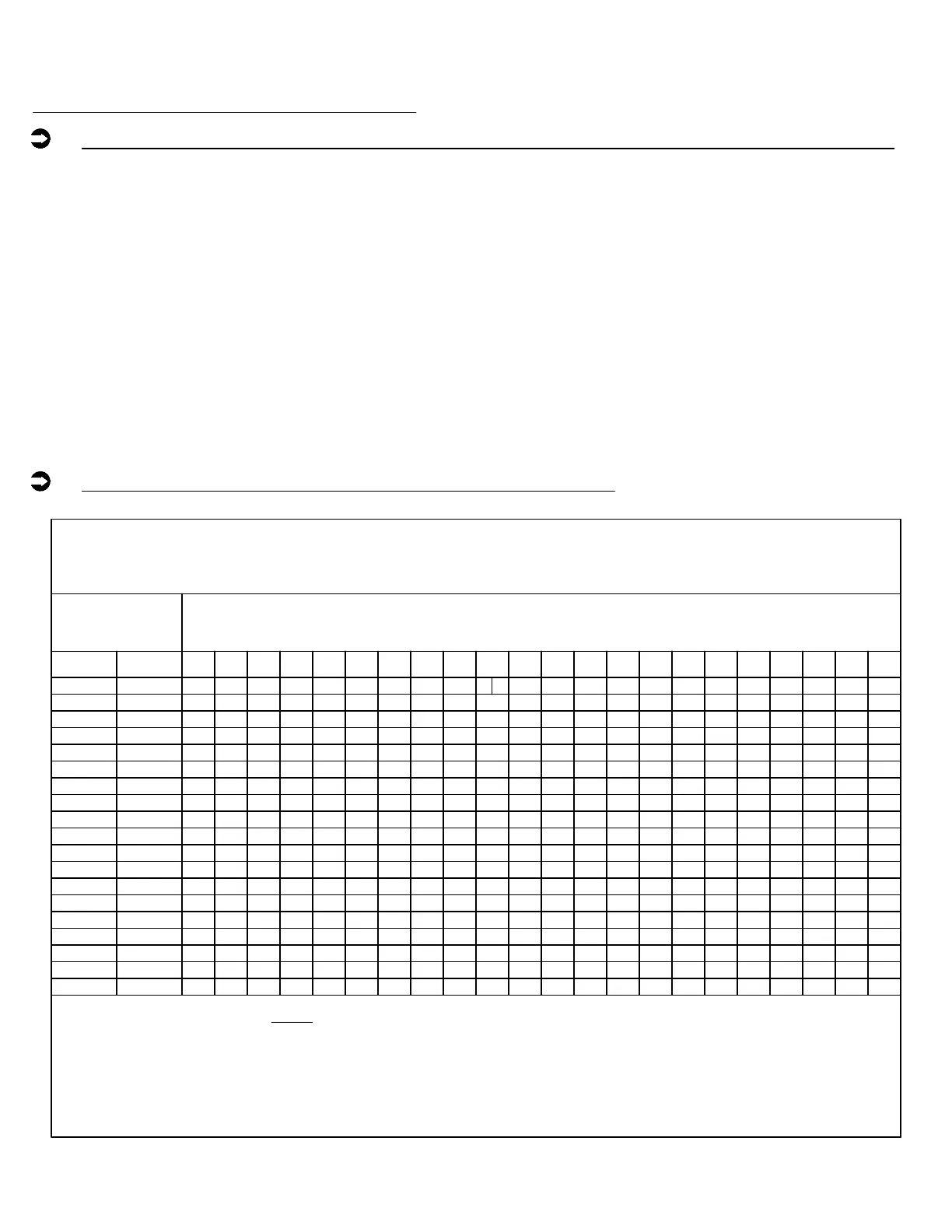
THICKNESS
OF METAL
GAUGE
INCHES
WIDTH OF V-DIE OPENING
20
18
16
14
13
12
11
10
9
7
1/4
5/16
3/8
7/16
1/2
5/8
3/4
7/8
1.0
.036
.048
.060
.075
.090
.105
.120
.135
.150
.188
.250
.313
.375
.438
.500
.625
.750
.875
1.00
1/4 5/16 3/8 1/2 5/8 3/4 7/8 1
1-1/8 1-1/4 1-1/2 2 2-1/2 3 3-1/2 4 5 6 7 8 10 12
2.9 2.2 1.7 1.2 1.0
4.0 2.9 1.6 1.3
5.6 3.6 2.7 2.2 1.7
6.0 4.5 3.4 3.0 2.5
6.8 5.4 4.3 3.7 3.3
10.1
3.2
2.1
2.9
7.4 6.3 5.4 4.4 4.0 3.2
8.8 7.2 6.2 5.4 4.3
9.6 8.4 5.6 4.1
9.0 6.7 5.2 3.5
16.4 14.0 11.2 7.6 5.8 4.5
6.228.8 22.0 15.3 11.5 9.1 7.5
7.638.0 26.0 19.2 16.0 12.5 10.6
10.5
11.3
13.1 11.9
9.341.0 29.9 24.0 19.4 16.0 12.3
45.2 35.0 28.0 24.0 17.0 14.6 11.1
47.9 39.0 33.1 24.0 19.0 15.6 12.7
69.5 58.0 42.2 32.4 26.0 23.0 16.5
92.0 69.0 52.2 42.2 36.0 27.0 21.0
104 80.0 63.0 52.5 39.4 31.2
112 90.0 76.0 56.2 44.0
TONNAGE CHART
PRESSURE IN TONS PER LINEAR FOOT REQUIRED TO MAKE 90 DEGREE AIR BEND IN MILD STEEL
WITH RADIUS ON MALE DIE EQUAL TO METAL THICKNESS, AND ARE CONSIDERED IDEAL FOR RIGHT ANGLE BENDING.
PRESSURES HIGHLIGHTED IN ARE FOR DIES WITH FEMALE DIE OPENINGS APPROX. 8 TIMES METAL THICKNESS,
BOLD
BENDING PRESSURES REQUIRED FOR OTHER METALS AS
COMPARED TO 65,000 P.S.I. TENSILE MILD STEEL ON CHART:
SOFT BRASS - - - - - - - - - - - - 50% OF PRESSURE LISTED
SOFT ALUMINUM - - - - - - - - - 50% OF PRESSURE LISTED
ALUMINUM ALLOYS (HEAT TREATED) - SAME AS STEEL
STAINLESS STEEL - - - - - - - - - 50% MORE THAN STEEL
CHROME MOLYBDENUM - - - - 100% MORE THAN STEEL
FIGURE 19
Hold short pieces with tongs or a similar device. When using the brake, it is necessary to load the brake
centrally. (Visual centering is sufficient.) If work is performed off center, the guide pins could be
damaged.
The brake lift is provided by springs. If sticking occurs at the bottom of the stroke and the upper
die does not return, a slight tap on the upper die is usually sufficient to free the guides. DO NOT
ATTEMPT TO FREE THE BRAKE BY HAND. Sticking can be caused by lack of lubrication,
complexity of the part being bent or bent guide pins. Keep the guides well lubricated and replace them if
damaged. It is common practice to have the bottom die opening 8 times the thickness of the material
being bent. If the parts require a bend of less than 90 degrees, adjust the down stroke of the machine
until the desired bend is obtained. A great variety of standard brake dies can be used with this unit.
These are available from Scotchman Industries or brake die suppliers.
7.5B BRAKE OPERATION
NEVER PUT YOUR HANDS INTO OR AROUND A BRAKE WHILE IT IS IN OPERATION.
ALWAYS REMOVE THE TOOL WHEN IT IS NOT IN USE.