Page 98
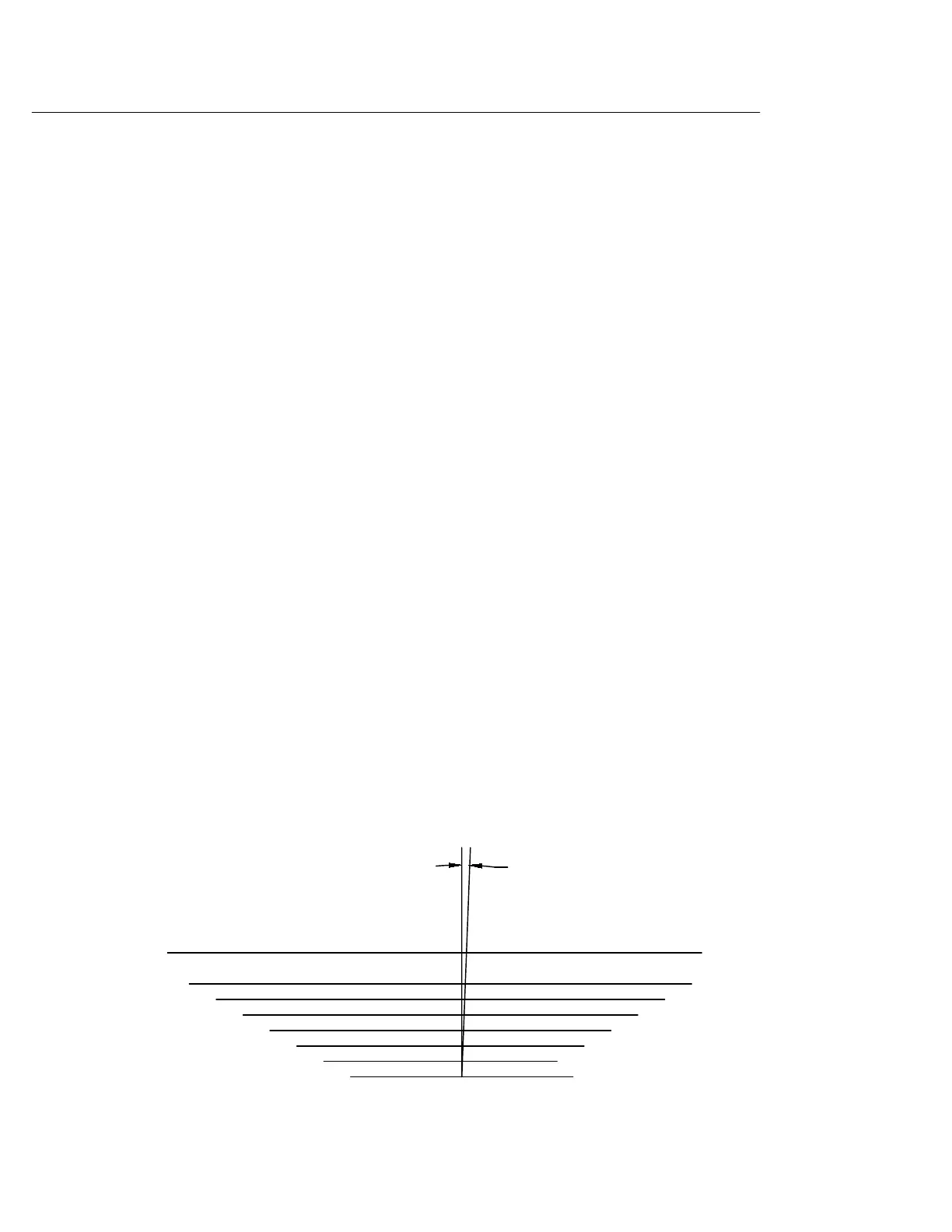
2° CANT
.035 (.030-.040)
.004 (.004-.008)
1/4
1/8
5/8
.75
1.0
1/2
3/8
MATERIAL THICKNESS
.022 (.018-.026)
.026 (.020-.030)
.017 (.012-.022)
.013 (.010-.017)
.009 (.007-.012)
BLADE CLEARANCE
DOUBLE CLEARANCE VALUE
FOR PUNCH AND DIE
CLEARANCE
(SERIAL #'S 21600 & PRIOR)
10.2 SHEAR BLADE ADJUSTMENT PROCEDURE
SEE FIGURE 47 ON THE FOLLOWING PAGE.
1. Remove the shear table (K) and unlock the lock nuts on the back-up screws (E).
2. Loosen the four (4) socket head retaining screws (D) that hold the lower blade support (C) to the
top of the shear bed and remove the blade and the lower blade holder.
3. Lower the shear arm to the DOWN position. Replace the shear blade and the lower blade support.
Place a business card or shipping tag (approximately .010 in. thick) between the blades, one at
each end of the blades and one in the middle. Hold the blades firmly together and partially tighten
the (4) socket head retaining screws (D) that hold the lower blade support (C) in place. Adjust the
back-up screws (E) firmly against the lower blade support (C). (Do not tighten so as to compress
paper shims between the blades.) Tighten the (4) socket head retaining screws (D) to
approximately 100 ft.-lbs. torque and lock the back-up screws (E) with the lock nuts.
4. Raise the shear arm and then LOWER IT SLOWLY, WATCHING THE BLADE
ENGAGEMENT. MAKE SURE THAT THE BLADES DO NOT COME IN CONTACT WITH
EACH OTHER.
5. This adjustment will give a blade clearance of .005 to .010 thousandths of an inch (.12 to .25mm).
If the machine is being used to shear thicker sections of plate (1/2 inch (12mm) or thicker), we
recommend increasing the clearance. A clearance of 5 to 7 percent of the material thickness is
recommended. FOR RECOMMENDED CLEARANCES, SEE THE CHART AT THE BOTTOM
OF THIS PAGE.
6. Replace the shear table (K). KEEP THE SHEAR SECTION CLEAR.
Small slivers, short cuts, etc. should be removed from the slug chute, to prevent build-up. Build-up
of short cuts can result in damage to the machine and POSSIBLE INJURY to other personnel.
 Loading...
Loading...

