MSA 200 C
español
178
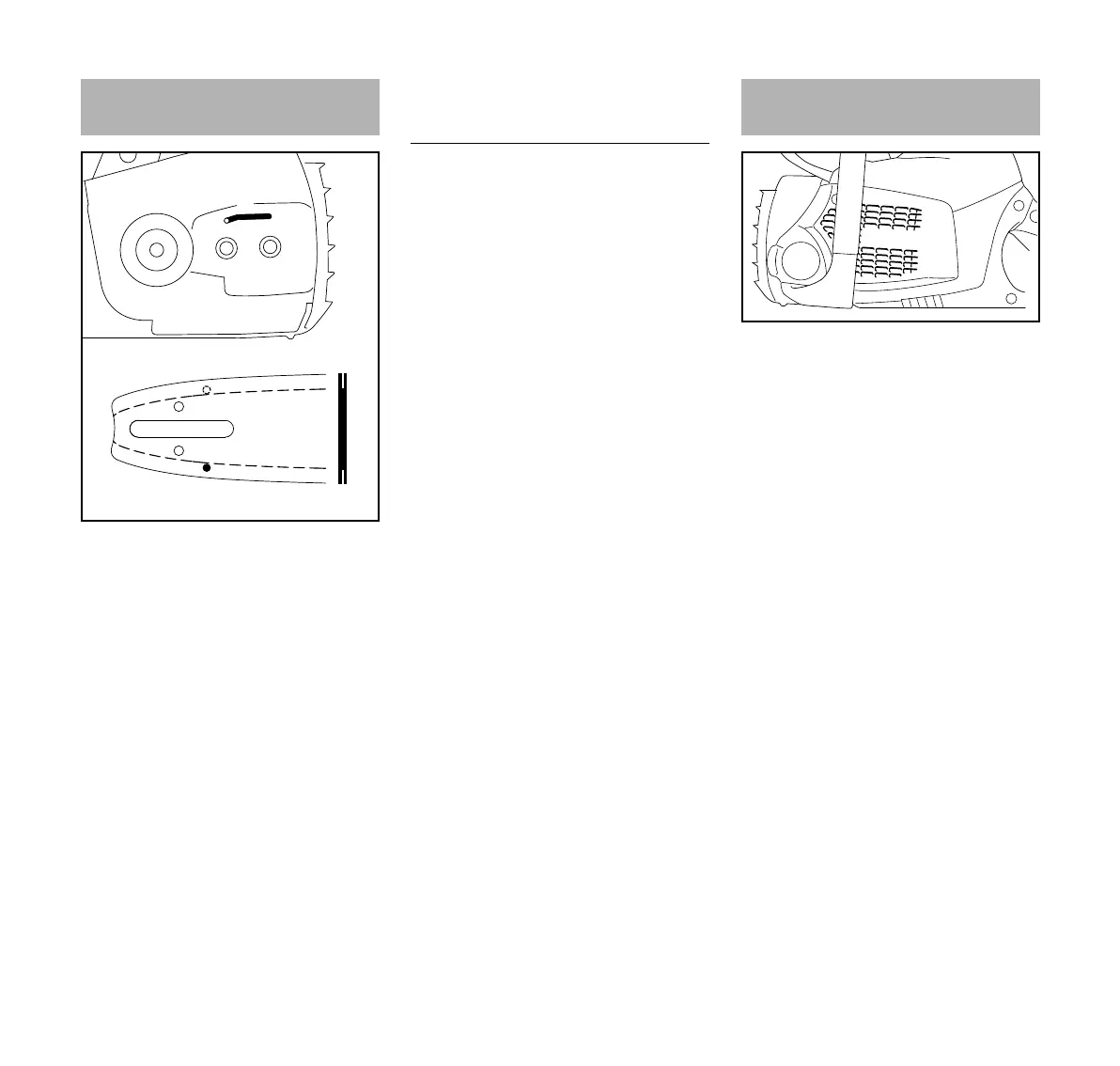
N Dar la vuelta a la espada – tras cada
operación de afilado y cada cambio
de la cadena – con el fin de evitar un
desgaste unilateral, en especial en
la zona de inversión y en el lado
inferior
N Limpiar regularmente el orificio de
entrada de aceite (1), el canal de
salida de aceite (2) y la ranura de la
espada (3)
N Medir la profundidad de la ranura –
con el medidor de la plantilla de
limado (accesorios especiales) – en
el sector donde mayor es el
desgaste de la superficie de
deslizamiento
Si la ranura no tiene como mínimo esta
profundidad:
N Sustituir la espada
De no hacerlo, los eslabones impulsores
rozan en el fondo de la ranura – la base
del diente y los eslabones de unión no
se apoyan en la superficie de
deslizamiento de la espada.
N Limpiar periódicamente las ranuras
para el aire de refrigeración con un
pincel seco o algo similar
Mantenimiento de la espada
Tipo de
cadena
Paso de
cadena
Profundidad
mínima de la
ranura
Picco 1/4" P 4,0 mm
Refrigeración del motor
 Loading...
Loading...









