21 115-0917-010
Turning Tips
The Nova DVR SATURN drive technology is not just a variable speed motor - its smart motor technology takes turning to a new level. The
speed, vibration and load sensing work with the conditions and turning. The machine will reward skilled turning with exceptional finish.
There is often no need for sanding. As you apply load (chisel pressure or depth of cut) the control will sense the change in spindle
conditions and compensate accordingly. Get a feel of the communication between yourself and the motor turning by applying increasing
force. The motor will respond by applying increased power to exactly maintain speed.
LOW SPEEDS 100-350: Select Hard Mode (see Special and Parameter settings)
Note – at low speeds 100- 350 rpm control of the chisel is important. At 250rpm the motor still has good torque (in fact the torque is more
or less the same as at 400 or 1000 – but at low speeds there is a difference, the DVR is a unique type of motor in that the control only
supplies enough power to maintain the spindle at the commanded speed. It needs to sense the load from the chisel and then it will apply
power as needed. At very low speeds the chisel can move fast compared with the rotation of the wood. The important thing is to have
good control of the chisel and maintain steady cuts (using the same woodturning practices that produce quality cuts and finishes). By using
correct techniques surprisingly heavy cuts can be achieved. However, rapid or incautious use of the chisel will be immediately sensed by
machine and spindle will shut down and then automatically restart.
“Will the Machine Shut Down on Interrupted Cuts?” No, as long as the cut is within the normal range of Woodturning cuts. An interrupted
cut at slow rpm may cause a loss of control of the chisel and a dig in may occur.
A way to understand chisel feed rates is to consider that at 100 rpm, the work piece has only rotated about 1 and a half turns in one
second and at 250 rpm, 4 turns. Considering that chisel feed or movement under normal turning can be anything between say 5 and
100mm per second at normal Woodturning turning speeds. At very low rpms it is easy to move the chisel too fast for good cutting
conditions. In general, low rpm is only used for special processes or conditions. Speeds below 350 are generally not Woodturning speeds.
The machine will operate down to 100 rpm but this is generally for applying finishes and other applications.
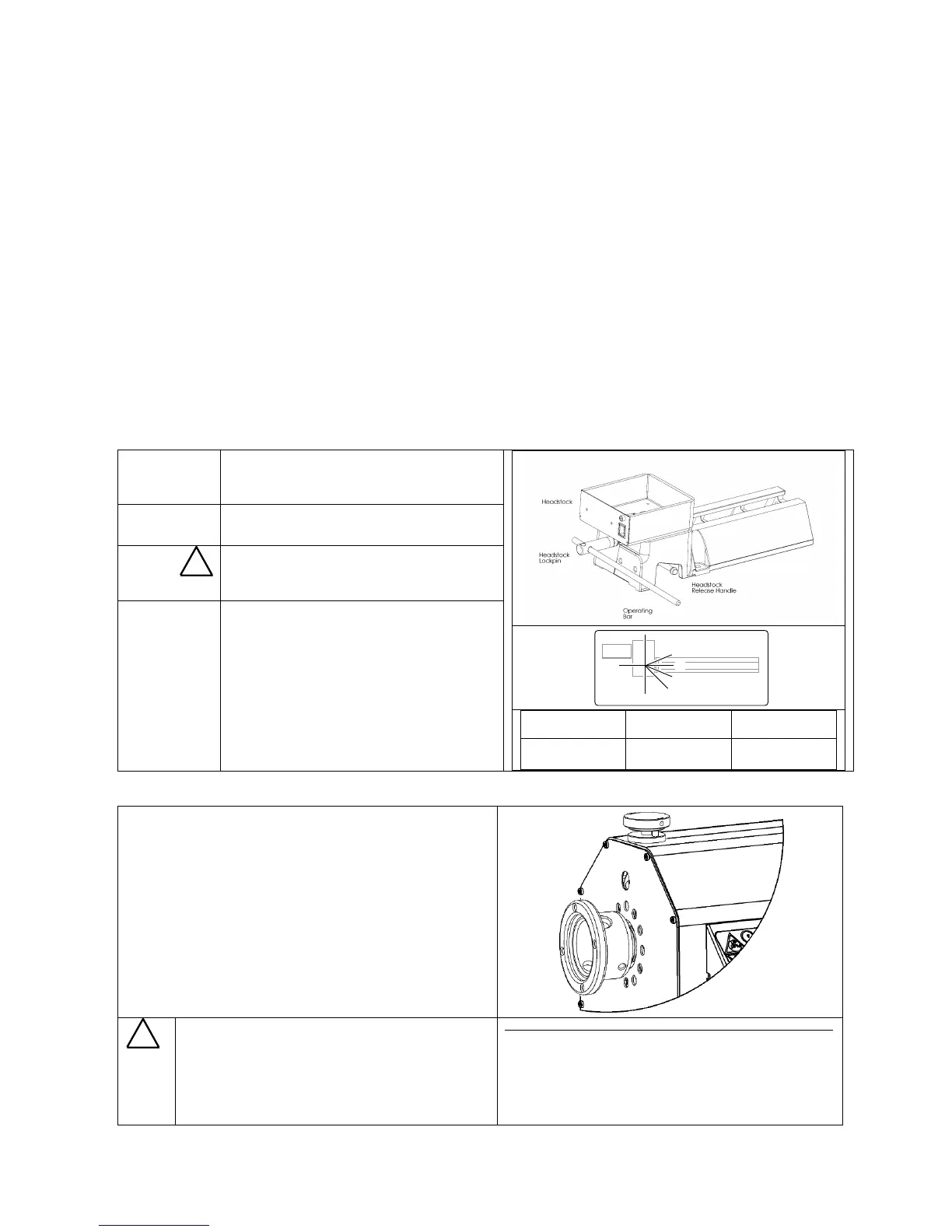
Swiveling the Headstock
The spindle index pin locks the headstock spindle. It is selectable in
15 degree increments (24 divisions). There is sight hole to read index
numbers (0 through 23).
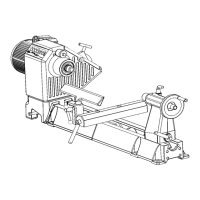
1. Stop the lathe
2. Pull the index knob and turn it left until the pin drops into the
hole. To lock the spindle, it must engage into a hole in the
headstock pulley