8-41
8
ROBOT LANGUAGE
8-5 Sample Programs
8-5-8 Palletizing for pallet versus pallet
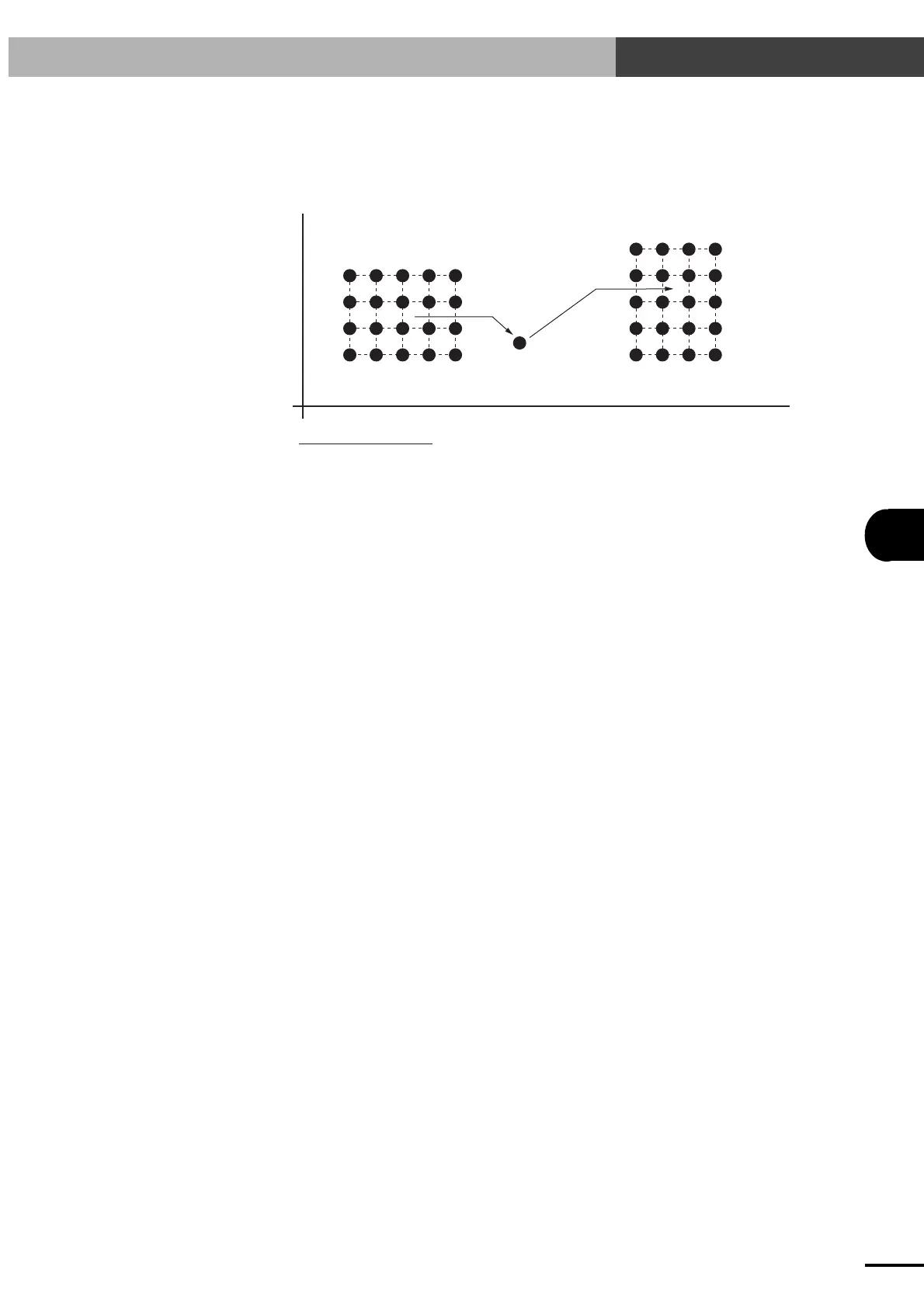
With this sample program, the robot picks up a workpiece from a pallet, places it in the processing
position P0, and then picks up and places the processed workpiece on a transport pallet.
Pick-and-place sequence
point a → P0 → point A → ··· → point b → P0 → point B → ··· →
point c → P0 → point C → ··· → point d → P0 → point D
Point c (=P253)
Point d (=P254)
Workpiece
processing position
P0
Point a (=P251)
Point b (=P252)
Point B (=P248)
Point D (=P250)
Point A (=P247)
Point C (=P249)
Y
X
■ Teaching each point of P0 and P247 to P254 should be completed beforehand in PNT
(point) mode. (Supply pallet is defined as pallet number 0, and transport pallet as pallet
number 1 in this example.)
Program Comment
[NO0]
001: MAT 4, 5, 0 ; 4×5 matrix definition (for supply pallet)
002: MAT 4, 5, 1 ; 4×5 matrix definition (for transfer pallet)
003: C 1 ; Sets counter variable to 1
004: L 0 ; Label definition
005: MSEL 0 ; Matrix selection for feed pallet
006: MOVM C, 100 ; Moves to supply pallet
007: CALL 1, 1 ; PICK routine call
008: MOVA 0, 100 ; Moves to processing position
009: CALL 2, 1 ; PLACE routine call
010: CALL 3, 1 ; Workpiece processing routine call
011: CALL 1, 1 ; PICK routine call
012: MSEL 1 ; Matrix selection for transfer pallet
013: MOVM C, 100 ; Moves to transfer pallet
014: CALL 2, 1 ; PLACE routine call
015: JMPC 1, 20 ; Jumps to L1 if counter variable is 20
016: C+ ; Counter variable increment
017: JMP 0, 0 ; Jumps to L0
018: L 1 ; Label definition
Artisan Technology Group - Quality Instrumentation ... Guaranteed | (888) 88-SOURCE | www.artisantg.com