8-44
8
ROBOT LANGUAGE
8-5 Sample Programs
8-5-11
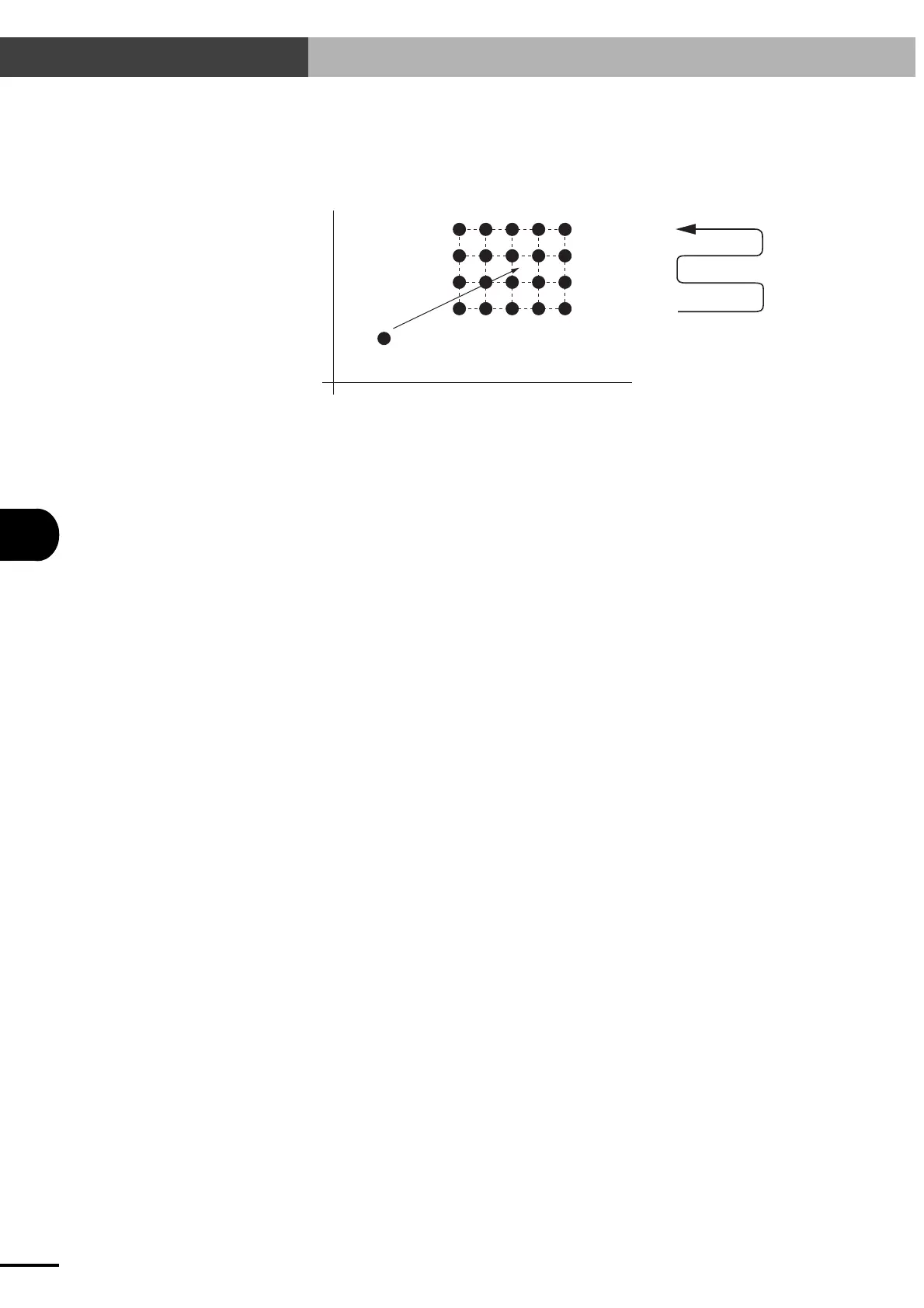
Changing the placement sequence for palletizing
With this sample program, the robot picks up a workpiece supplied at P0 and place it sequentially on
a 4×5 pallet with the placement sequence shown below.
Point B (=P252)
Point C (=P253)
Point D (=P254)
Place points
Pick point
Point A (=P251)
P0
X
Y
Placement sequence
■ Teaching each point of P0 and P251 to P254 should be completed beforehand in PNT
(point) mode. (Matrix is defined as pallet number 0 in this example.)
Program Comment
[NO0] <<Main routine>>
001: MAT 4, 5, 0 ; Defines 4×5 matrix as pallet number 0
002: C 1 ; Sets counter variable to 1
003: CALL 1, 5 ; Calls subroutine NO1 five times
004: C 10 ; Sets counter variable to 10
005: CALL 2, 5 ; Calls subroutine NO2 five times
006: C 11 ; Sets counter variable to 11
007: CALL 1, 5 ; Calls subroutine NO1 five times
008: C 20 ; Sets counter variable to 20
009: CALL 2, 5 ; Calls subroutine NO2 five times
[NO1] <<Execution while counting up>>
001: MOVA 0, 100 ; Moves to pick point
002: CALL 3, 1 ; PICK routine call
003: MSEL 0 ; Specifies movement matrix
004: MOVM C, 100 ; Moves to place point (on pallet)
005: CALL 4, 1 ; PLACE routine call
006: C+ ; Counter variable increment
[NO2] << Execution while counting down>>
001: MOVA 0, 100 ; Moves to feed source point
002: CALL 3, 1 ; PICK routine call
003: MSEL 0 ; Specifies movement matrix
004: MOVM C, 100 ; Moves to place point (on pallet)
005: CALL 4, 1 ; PLACE routine call
006: C- ; Counter variable decrement
Artisan Technology Group - Quality Instrumentation ... Guaranteed | (888) 88-SOURCE | www.artisantg.com