S4T Advanced Parameter Details (MIG/MAG Dual Pulse)
3.13.1Basic Connections
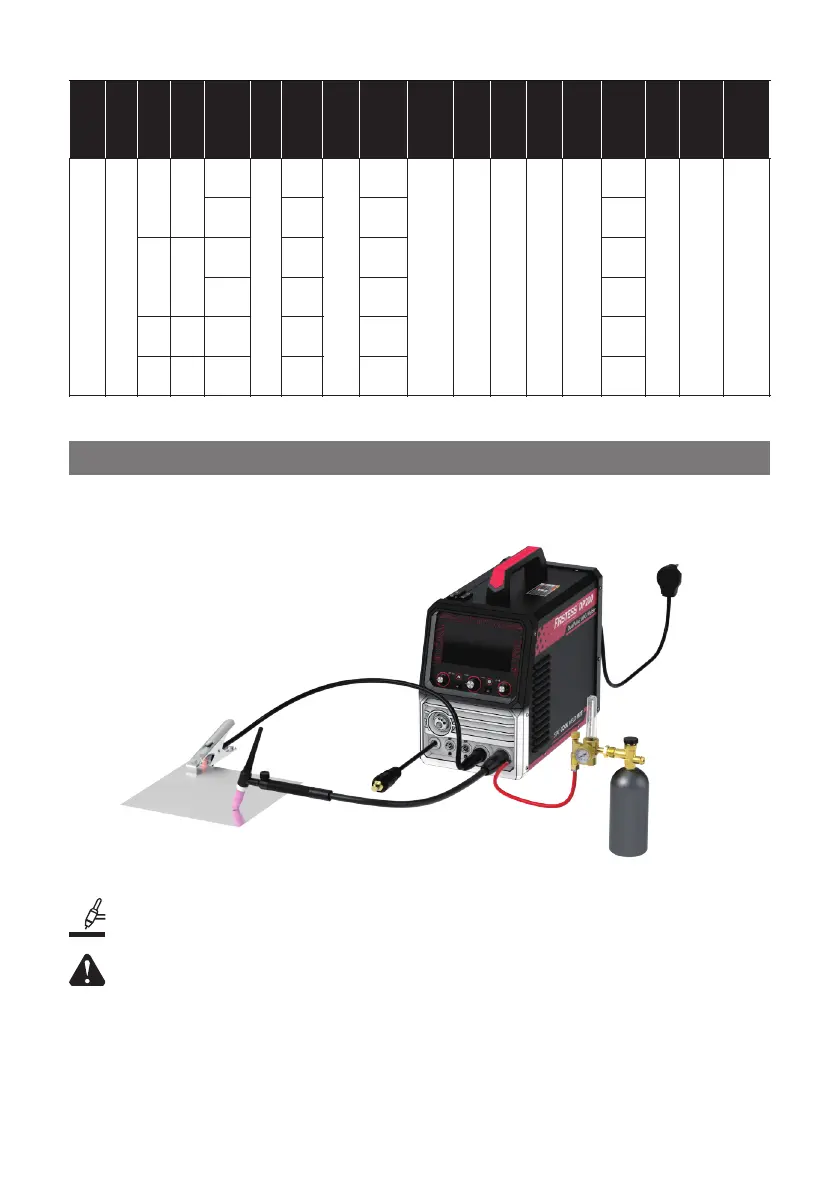
3.13 Set Up for Lift Arc TIG Welding(GTAW)
Setting up the Equipment for TIG Welding (GTAW): The TIG torch is not included with the machine. For optimal perfor-
mance, we recommend using the additional YesWelder WP-17V-35 Lift TIG torch and Lanthanated Tungsten electrodes.
WARNING: TIG TORCH IS ALWAYS LIVE (ELECTRICALLY HOT). Use caution and ensure the TIG torch is not in contact
or close to a conductive or grounded material.
Ÿ Remove the Wire Drive Polarity Lead from the Positive (+) Output and Negative (-) Output Terminals.
Ÿ Connect the TIG torch cable to the welder’s Negative (-) Output Terminal.
Ÿ Connect the work cable connector to the welder’s Positive (+) Output Terminal.
Ÿ Ensure the work clamp has good contact with the workpiece on a clean, bare metal surface free of rust, paint, or coating
Ÿ Connect the TIG torch gas line to the gas regulator (use 100% Argon gas only).Turn on the gas at the regulator, check for gas
flow, and adjust the flow rate as needed.
- 38 -
 Loading...
Loading...










