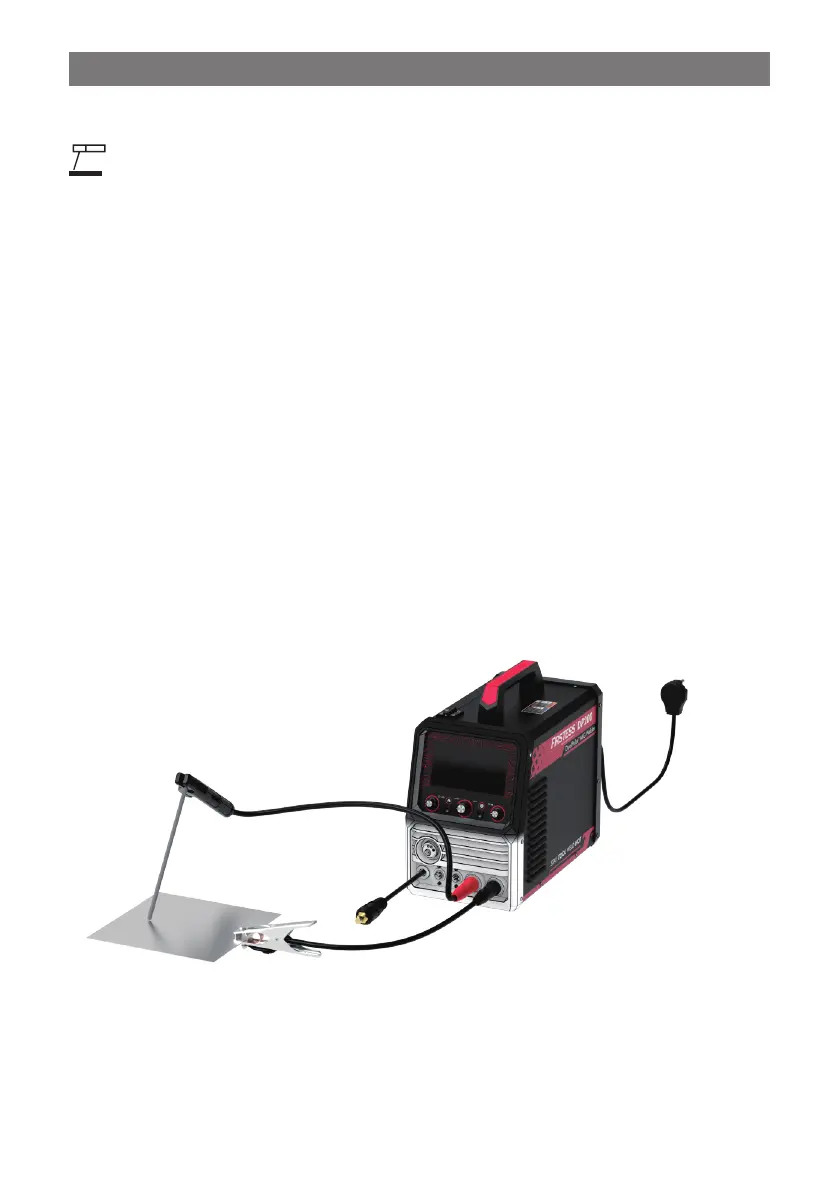
3.14.1 Basic Connections
3.14 Set up for Stick Welding (GTAW)
Ÿ Remove the Wire Drive Polarity Lead form the Positive (+) Output and Negative (-) Output Terminal (Remove the MIG gun
at the same time).
Ÿ Check the electrode packaging to determine the recommended polarity and connect the electrode holder and work clamp
to the Positive (+) or Negative (-) Output Terminal accordingly.
Ÿ Place the electrode into the electrode holder firmly.
Ÿ Ensure the work clamp has good contact with the workpiece on a clean, bare metal surface free of rust, paint, or coating.
Ÿ Turn the power source on and select the Stick welding process with Function Knob on the Home Menu Page.
Ÿ Set the amperage with the Value Adjustment Knob.
Ÿ Strike the electrode against the workpiece to create an arc and hold the electrode steady to maintain the arc.
Ÿ Hold the electrode slightly above the work, maintaining the arc while traveling at an even speed.
Ÿ To finish the weld, break the arc by quickly snapping the electrode away from the workpiece.
Ÿ Wait for the weld to cool and carefully chip away the slag to reveal the weld metal below.
3.14.2 Polarity Setup for Stick Welding (SMAW):
Connect the electrode holder to the Positive (+) Output Terminal and the work clamp (connected to the workpiece) to the Negative
(-) Output Terminal.
Recommended for most stick welding applications, as it provides deeper penetration on thicker materials.
DCEP (Direct Current Electrode Positive):
- 46 -
 Loading...
Loading...










