Anti-Stick – Built-in Feature:
Hot Start improves arc ignition by briefly increasing the welding current when starting the weld, reducing the risk of the electrode
sticking to the workpiece.
Importance: This feature is particularly useful in conditions where materials have poor surface conditions, electrodes are damp, or
when welding with difficult-to-start electrodes.
Adjustability: The Hot Start function can be set between 0 and 10. Higher settings provide more initial amperage, improving arc ini-
tiation and increasing weld penetration at the start.
Example: With a preset current of 50A and a Hot Start setting of 2, the welding current will momentarily spike to 60A during arc initi-
ation before stabilizing back at 50A once the arc is fully established.
The Anti-Stick function is a built-in safety feature that automatically cuts off the welding current when the electrode sticks to the
workpiece, preventing the electrode from fusing to the workpiece.
Operation: When the electrode sticks to the workpiece, the welding machine automatically cuts off the current, allowing the opera-
tor to easily break the electrode free without damaging the workpiece or the equipment.
Automatic Function: This feature is built-in and does not require manual adjustment. It helps protect the equipment and ensures a
smooth welding process by minimizing the risk of electrode fusion and machine overload.
Hot Start – Adjustable Parameter:
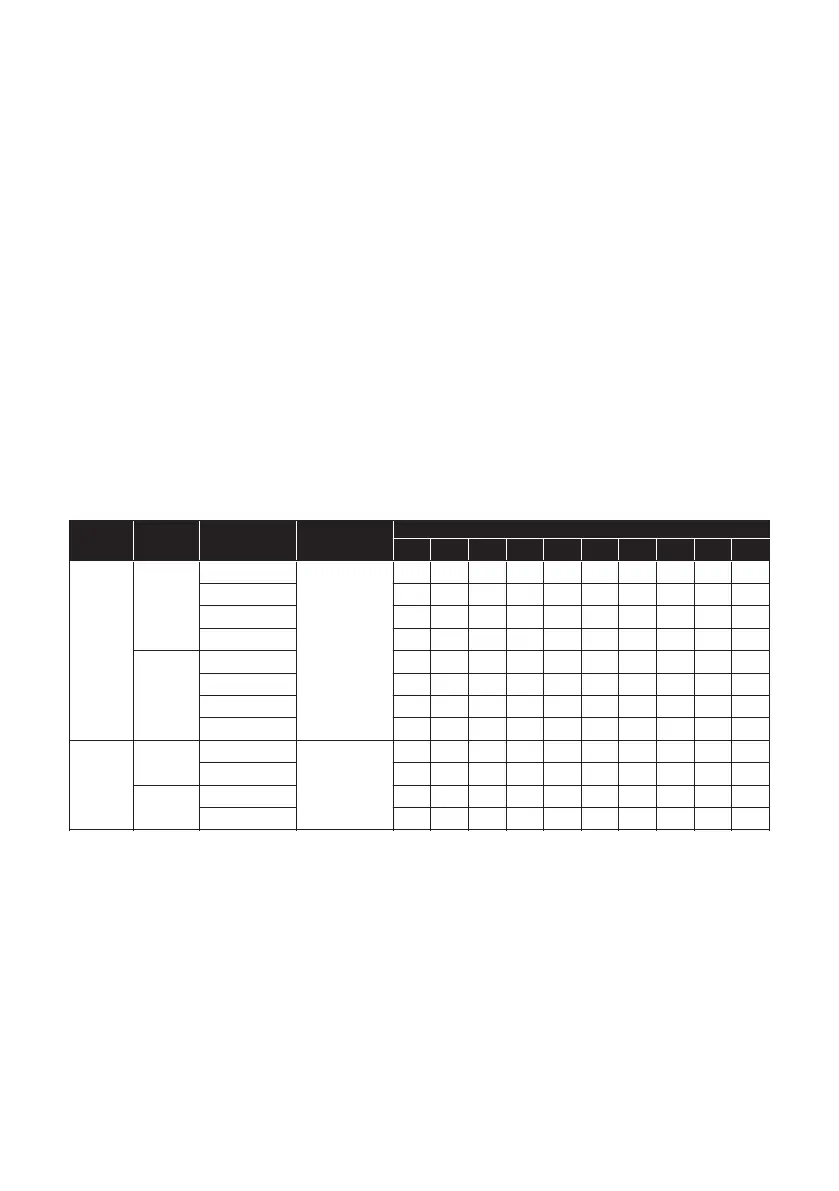
3.14.4 Stick Welding Parameters Recommendation
The table below outlines optimal parameter settings based on electrode types, material thicknesses, and specific job requirements.
These recommendations assist users in configuring their machine for maximum efficiency and weld quality.
Stick Welding Recommended Parameter Settings
Selecting the appropriate welding current for the job is essential to prevent common welding defects and ensure a high-quality weld.
Low current can result in difficulty striking and maintaining a stable arc, with the electrode tending to stick to the workpiece. This
leads to shallow penetration and a rounded, weak weld profile.
High current introduces risks such as excessive heat, which may burn through the base metal, cause undercut, and result in signifi-
cant spatter buildup on the work surface.
After selecting the appropriate welding current, fine-tune additional parameters such as Arc Force and Hot Start. Proper adjust-
ments of these settings, in alignment with the chosen current, will enhance arc stability, penetration, and overall weld quality.
- 49 -
 Loading...
Loading...










