32
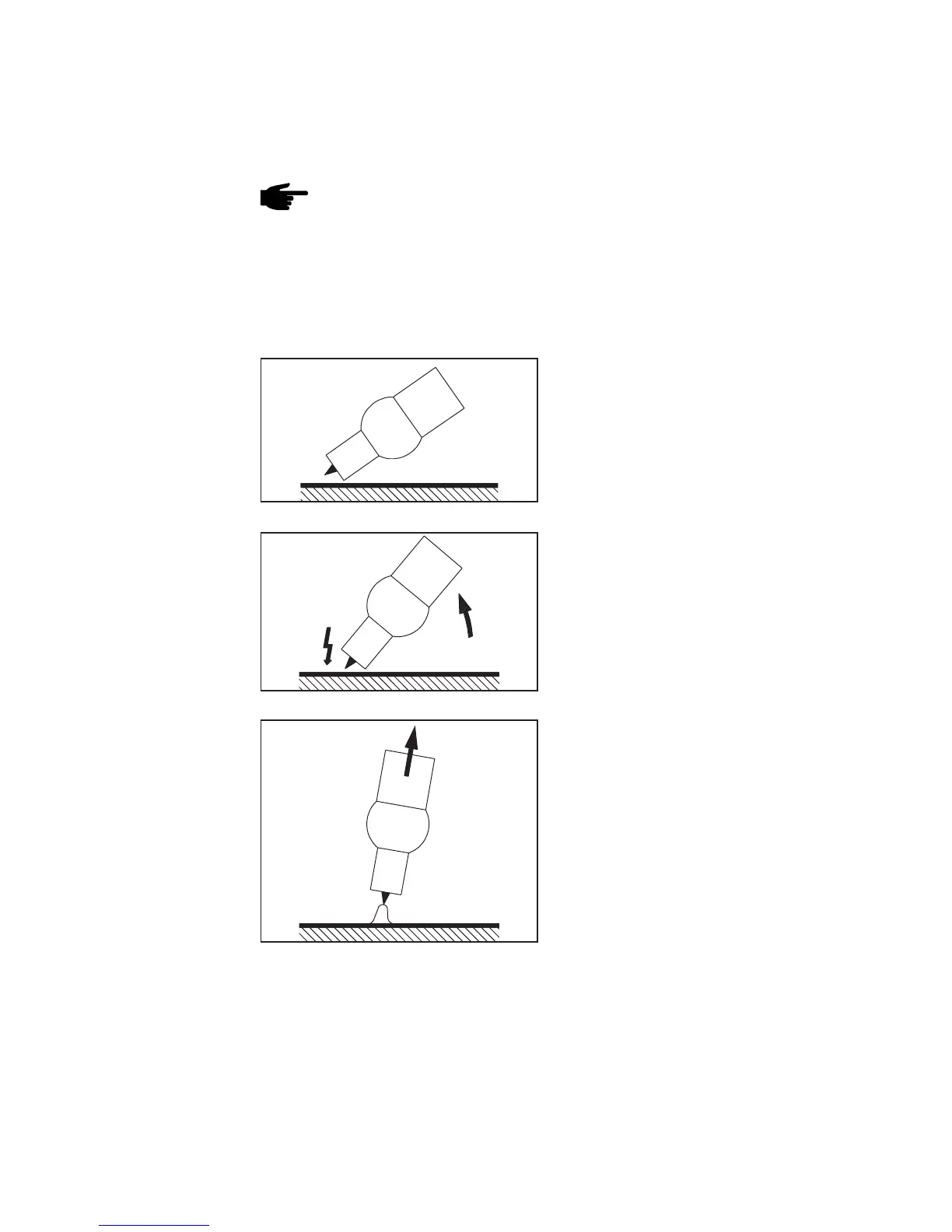
To ignite the arc, proceed as follows:
- Place the gas nozzle down on the
ignition location in such a way that
there is a gap of approx. 2 to 3 mm
(0.08 to 0.12’’) between the tungsten
electrode and the workpiece .
- Increase the tilt angle of the torch,
and actuate the torch trigger in the
sequence required for the operating
mode you have selected
(see the section headed “TIG opera-
ting modes”)
- The arc ignites, without the electrode
touching down on the workpiece
- Tilt the torch back into the normal
position
Fig.14 Place the gas nozzle down
Fig.15 Non-contacting HF ignition
Fig.16 Welding
HF ignition
(continued)
For details of how to adjust the set-up parameter “HFt”, please refer to the section
headed “The set-up menu: Level 2” - sub-section “TIG set-up parameters”.
Use the HFt parameter to set the time interval of the HF impulses to 0.01 s. The factory
setting (i.e. in which the power source is delivered) is: Parameter HFt = “0.01s”.
Note! If there are problems with sensitive equipment in the immediate vicinity,
increase the parameter HFt to a maximum of 0.4 s.
As compared with touchdown ignition, HF ignition eliminates the risk of contamination of
the electrode and of the workpiece.
HF ignition