37
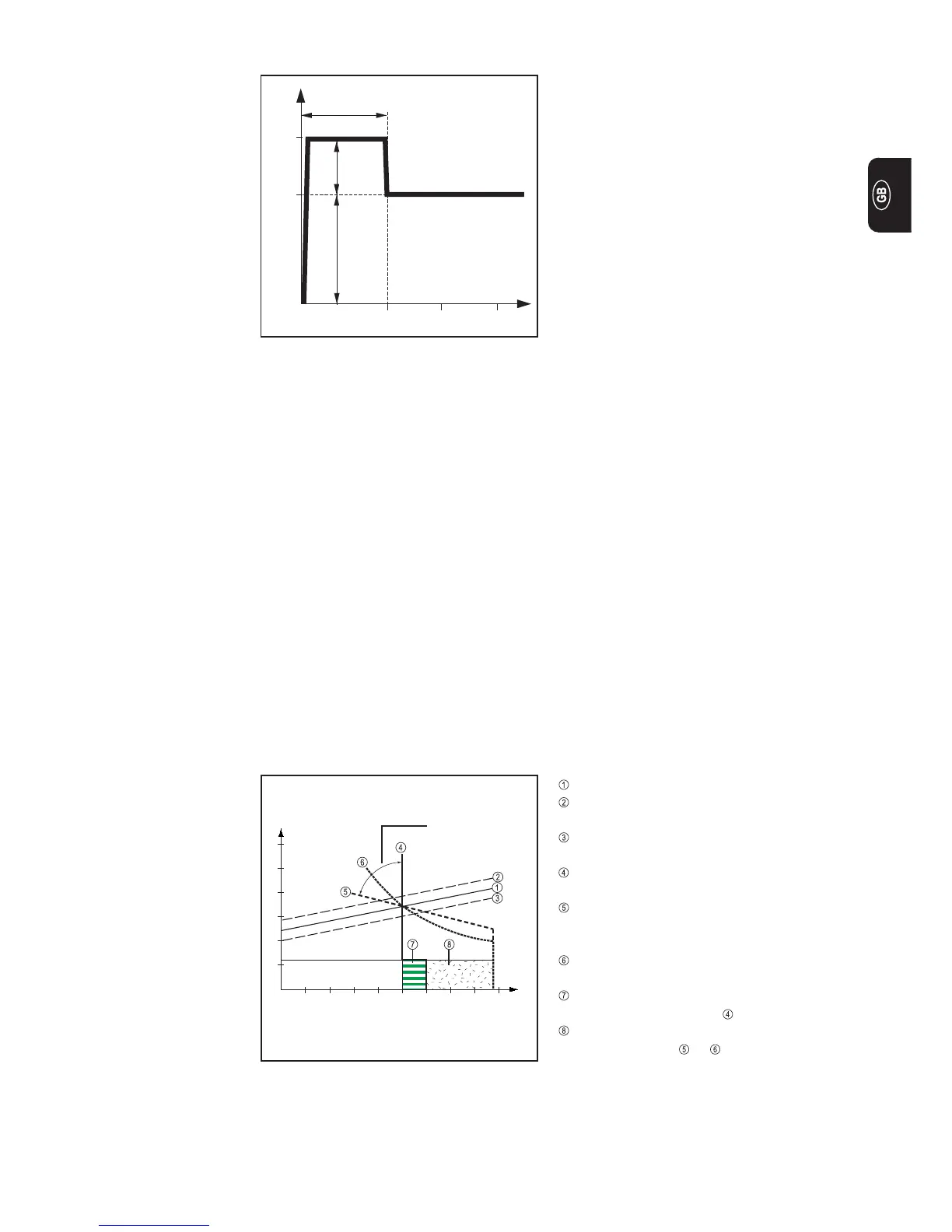
U (V)
con - 20 A / V
... Load line for rod electrode
... Load line for rod electrode where arc
length is increased
... Load line for rod electrode where arc
length is reduced
... Characteristic where “con” parameter
is selected (constant welding current)
... Characteristic where “0.1 - 20” para-
meter is selected (falling characteris-
tic with adjustable slope)
... Characteristic where “P” parameter is
selected (constant welding power)
... Example of pre-set arc force dynamic
where characteristic is selected
... Ex. of preset arc force dynamic where
characteristic or is selected
0 1005025 75 I (A)
Fig.22 Characteristics that can be selected using
the Eln function
“Eln” characteri-
stic-selection
function
Important! For details on setting the “Eln” set-up parameter, please see “The set-up
menu: Level 2” - sub-section “Rod-electrode set-up parameters”.
Dynamic (arc
force) function
In order to obtain optimum welding results, it will sometimes be necessary to set or
adjust the “Dynamic (arc-force)” function. For details on setting the “dYn” parameter,
please see “The Set-up menu: Level 1” - sub-section “Rod-electrode set-up parameters”.
Functional principle
At the instant of droplet transfer, i.e. when a short circuit occurs, there is a momentary
rise in the amperage. In order to obtain a stable arc, the welding current is temporarily
increased. If the rod electrode threatens to sink into the weld pool, this measure pre-
vents the weld-pool solidifying, as well as preventing more prolonged short-circuiting of
the arc. This largely prevents the rod-electrode from “sticking”.
Setting-range of the dYn parameter
0 ........ soft, low-spatter arc
100 .... harder, more stable arc
I (A)
t (s)
0,5 1 1,5
Hti
I
1
HCU
100
150
Fig.21 Example of “Hot-Start” function
Legend
Hti ...... Hot-current time, 0-2 s, factory
setting: 0.5 s
HCU .. Hot-start current, 0-100%, factory
setting: 50 %
I
1
........ Main current = Pre-set welding
current
Mode of functioning
During the pre-set hot-current time (Hti),
the welding current is increased to a
certain value. This value (HCU) is 0-100%
higher than the pre-set welding current
(I
1
).
Hot-Start func-
tion
(continued)