42
SPt ..... Spot-welding time ... OFF / 0.1 to 9.9 s, factory setting: OFF
If a value has been set for the “SPt” set-up parameter, the operating mode “2-step
mode” (2) will have the function of the spot-welding mode.
Spot-welding status indicator: Remains lit up as long as a value has been speci-
fied for the spot-welding time.
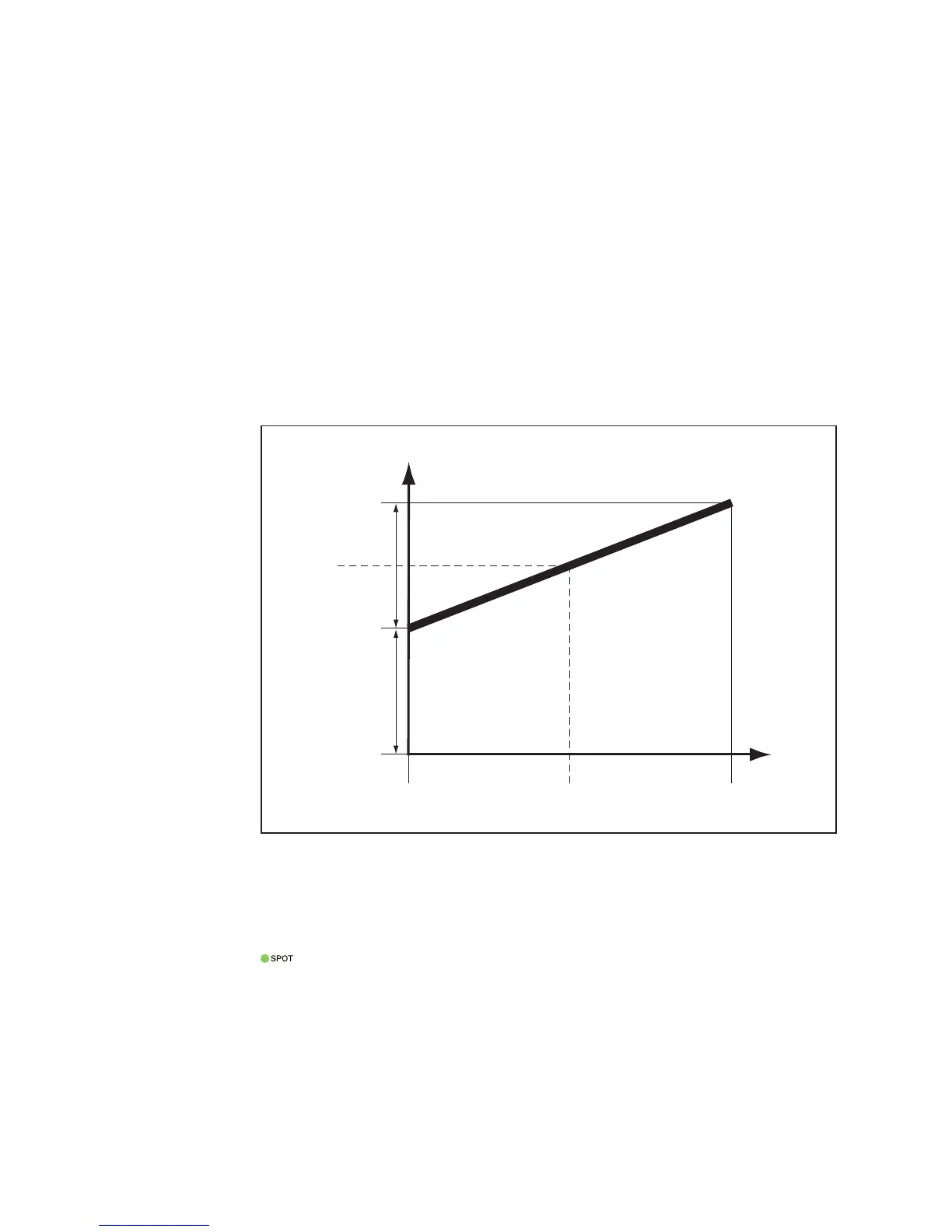
Instantaneous
welding amperage
I
min
I
max
I
t
G-H
G-L
Instantaneous gas post-flow time
Fig.24 Gas post-flow time as a function of the welding amperage
GPr..... Gas pre-flow time ... 0.0 to 9.9 s
Factory setting: 0.4 s
Gas-Low ... Gas post-flow at minimum welding amperage (minimum gas post-flow time)
... 0 to 25 s; factory setting: 5 s
G-H..... Gas-High ... Increase in the gas post-flow time at maximum welding amperage
... 0 to 25 s; factory setting: 15 s
The value set for G-H only applies if the maximum welding current really has been set.
The actual value is derived from the instantaneous welding amperage. With a medium
welding amperage, for example, the actual value will be one-half of the value set for G-
H.
Important! The values for the set-up parameters G-L and G-H are added together. For
example, if both parameters are on maximum (25 s), the gas post-flow will last:
- 25 s at minimum welding amperage
- 50 s at maximum welding amperage
- 37.5 s where the welding amperage is e.g. exactly half of the maximum
Available set-up
parameters