5
und Verbindern nach dem in Abb. B1 gezeigten Schema an-
geschlossen werden.
Teil des Verbindungskabels sind auch die Wasserzulaufroh-
re (blaue Farbe) und -rücklaufrohre (rote Farbe), die die Auf-
gabe haben, den Brenner der Schweißanlage zu kühlen und
folgendermaßen angeschlossen werden müssen:
•
Generatorseitiges Verbindungskabel : die Rohre an die ent-
sprechenden Schnellverbinder (blau und rot) an der Rück-
seite der Kühlanlage anschließen.
•
Verbindungskabel auf der Seite der Mitnahmevorrichtung:
Die roten und blauen Rohre an den entsprechenden auf der
Rückseite der Mitnahmevorrichtung positionierten Rohran-
schlüssen anschließen.
2) Das Massekabel an den mit dem - (Minus)-Symbol gekenn-
zeichneten Schnellverbinder anschließen und danach die ent-
sprechende Erdungszange an das zu schweißende Werkstück
oder an die Objektträgerfläche in einem rost-, lack- und fett-
freien Bereich. Die Verwendung von besonders langen Mas-
se- und Verlängerungskabeln verursacht Spannungsabfälle
und einige Probleme, die auf den größeren Widerstand und
die Induktivität der Kabel zurückführen sind und zu Schweiß-
fehlern führen können. Zur Vermeidung dieser Mängel folgen-
de Vorschriften beachten:
•
Masse- und Verlängerungskabel mit geeignetem Quer-
schnitt verwenden.
• Die Kabel so weit wie möglich ausspannen, um so die Bil-
dung von Windungen vermeiden.
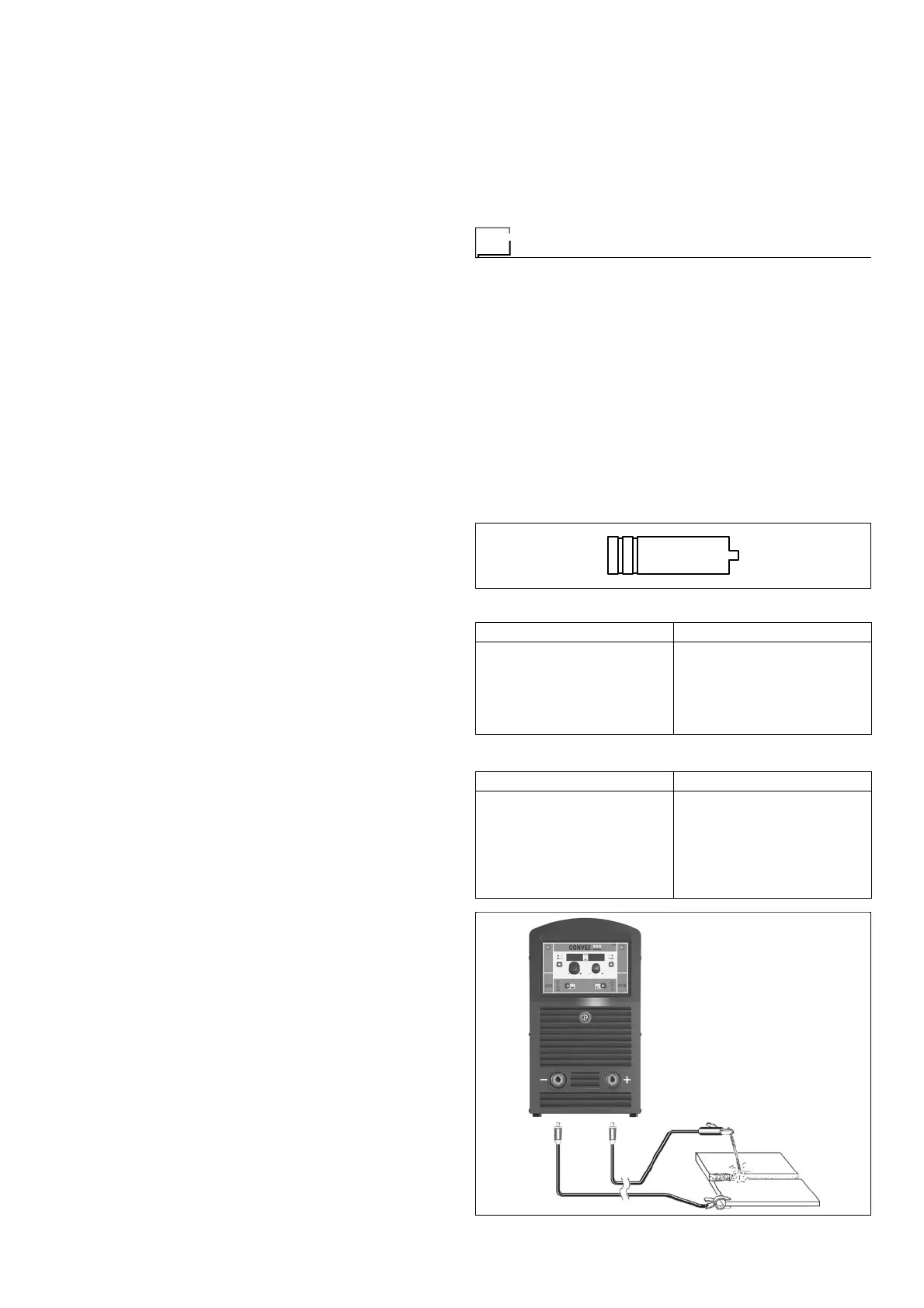
2B - Kabelanschluss - Schweißen mit BRENNER
NEGATIVPOL (Abb. B2)
1) Das Verbindungskabel von Generator und Mitnehmer an-
schließen, dazu zusätzlich das Erweiterungskabel zur Pol-
umkehr (optional) benutzen.
ACHTUNG: Den Mitnehmer nur bei ausgeschalteter Maschi-
ne abtrennen.
Die Verbindungskabel (Leistungskabel, kleines Hilfkabel und
Gasschlauch) müssen mit den entsprechenden Anschlüssen
und Verbindern nach dem in Abb. B2 gezeigten Schema an-
geschlossen werden.
Teil des Verbindungskabels sind auch die Wasserzulaufroh-
re (blaue Farbe) und -rücklaufrohre (rote Farbe), die die Auf-
gabe haben, den Brenner der Schweißanlage zu kühlen und
folgendermaßen angeschlossen werden müssen:
•
Generatorseitiges Verbindungskabel : die Rohre an die ent-
sprechenden Schnellverbinder (blau und rot) an der Rück-
seite der Kühlanlage anschließen.
•
Verbindungskabel auf der Seite der Mitnahmevorrichtung:
Die roten und blauen Rohre an den entsprechenden auf der
Rückseite der Mitnahmevorrichtung positionierten Rohran-
schlüssen anschließen.
2) Das Massekabel an den mit dem + (Plus)-Symbol gekenn-
zeichneten Schnellverbinder anschließen und danach die ent-
sprechende Erdungszange an das zu schweißende Werkstück
oder an die Objektträgerfläche in einem rost-, lack- und fett-
freien Bereich. Die Verwendung von besonders langen Mas-
se- und Verlängerungskabeln verursacht Spannungsabfälle
und einige Probleme, die auf den größeren Widerstand und
die Induktivität der Kabel zurückführen sind und zu Schweiß-
fehlern führen können. Zur Vermeidung dieser Mängel folgen-
de Vorschriften beachten:
•
Masse- und Verlängerungskabel mit geeignetem Quer-
schnitt verwenden.
• Die Kabel so weit wie möglich ausspannen, um so die Bil-
dung von Windungen vermeiden.
3 - Schweißen
1) Die Schweißmaschine in Betrieb setzen, dazu den Netzschal-
ter auf 1 stellen (3, Abb. A).
2) Auf dem Bedienfeld CX die Parameter auswählen /einstellen
(dazu aufmerksam das beiliegende Handbuch lesen).
3) Draht einlegen (siehe entsprechenden Absatz im Mitnehmer-
handbuch), dazu den Motor-Testschalter betätigen. Zuvor
Drahtführungsdüse am Brenner entfernen, damit das unge-
hinderte Heraustreten des Drahtes beim Einlegen möglich ist
(beachten, dass die Drahtführung dem Durchmesser des ver-
wendeten Drahtes entsprechen muss).
4) Den Hahn der Flasche langsam öffnen und am Drehgriff des
Druckminderventils einen Druck von ungefähr 1,3-1,7 bar ein-
stellen. Anschließend über den Testschalter den Gasstrom auf
einen Wert zwischen 14 und 20 l/min einstellen, entsprechend
dem zum Schweißen verwendeten Strom.
5) Die Schweißmaschine ist an dieser Stelle betriebsbereit. Ein-
stellungen ausführen, Parameter am Mitnehmer oder, falls
ausgewählt, auf dem Bedienfeld CX ausführen (aufmerksam
beiliegendes Handbuch lesen). Mit dem Schweißen begin-
nen. Dazu sich der zu schweißenden Stelle nähern und die
Brennerdrucktaste betätigen.
6) Nach Fertigstellung der Schweißarbeit die Maschine ausschal-
ten (dies darf nur bei nicht in Betrieb befindlicher Lüftung er-
folgen) und die Gasflasche erneut schließen.
Heftschweißen
Die wesentlichen Unterschiede zum MIG-MAG-Schweißen betref-
fen hauptsächlich den Brenner und die auf der Steuertafel CX vor-
zunehmenden Einstellungen.
•
Am Brenner ist eine Gasführungsdüse speziell für das Heft-
schweißen zu montieren (siehe Abb. C).
•
Auf dem Bedienfeld die Heftschweißfunktion auswählen mit ent-
sprechender Zeiteinstellung.
Um mit dem Heftschweißen zu beginnen:
•
Die Gashalterungsdüse senkrecht an das zu schweißende
Werkstück lehnen.
• Brenner-Taste betätigen, um den Schweißstrom einzuschalten
und den Drahtvorschub zu starten
•
Nachdem die eingegebene Heftschweißzeit verstrichen ist, wird
der Drahtvorschub automatisch gestoppt.
•
Durch erneutes Drücken der Brenner-Taste wird ein neuer
Schweißzyklus gestartet.
• Brenner-Taste loslassen.
ABB. C
Tabelle 3
SCHWEISSTAERKE (mm) Ø ELEKTRODE (mm)
1,2 ÷ 2
1,5 ÷ 3
3 ÷ 5
5 ÷ 12
≥ 12
≥ 20
1,6
2
2,5
3,25
4
≥ 5
Tabelle 4
Ø ELEKTRODE (mm) STROM (A)
1,6
2
2,5
3,25
4
5
6
30 ÷ 60
40 ÷ 75
60 ÷ 110
95 ÷ 140
140 ÷ 190
190 ÷ 240
220 ÷ 330
2000HB19
ABB. D
 Loading...
Loading...








